Abstract: The article presents the results of using universal tooling of lathes for milling operations.
Keywords: turning machine, chuck, milling processing center, technological equipment, detail, accuracy, cost.
Эффективность и результативность производства напрямую зависит от того какое оборудование и технологическая оснастка используются для серийного выпуска продукции. Точность технологической оснастки напрямую влияет на качество обработки, срок службы оборудования и производительность. Например, неправильно выбранные зажимные устройства могут привести к деформации заготовки, что приведет к снижению точности и возможным дефектам. [1]
Правильный выбор технологической оснастки позволяет значительно снизить износ инструмента, ускорить настройку станков и улучшить качество конечной продукции. Это также важно для обеспечения безопасности на производстве и минимизации потерь материала.
Современные тенденции в области технологической оснастки включают в себя использование новых материалов для изготовления оснастки, повышение автоматизации процессов и интеграцию с системами ЧПУ. Также развивается концепция гибкой оснастки, которая позволяет использовать одни и те же приспособления для различных типов обработки и разных материалов, что значительно сокращает время на переналадку и увеличивает универсальность оборудования. [2,6]
Актуальность настоящего исследования состоит в решении задачи адаптации технологической оснастки станков токарной группы для обработки деталей на фрезерном станке с ЧПУ в условиях мелкосерийного производства.
Практическая значимость — повышение точности изготовления деталей на фрезерном станке с ЧПУ в условиях мелкосерийного производства.
Высокая стоимость технологической оснастки для фрезерных станков с ЧПУ увеличивает себестоимость обработки заготовок на этих станках. Причинами высокой стоимости оснастки являются:
- Сложность конструкции. Оснастка для фрезерных станков с ЧПУ часто включает в себя высокоточные компоненты, такие как цанговые патроны, оправки, делительные головки и крепежные системы. Их производство требует использования дорогостоящих материалов (например, инструментальной стали, твердых сплавов) и сложных технологий обработки.
- Высокие требования к точности. Для обеспечения точности позиционирования и минимальных допусков при обработке деталей оснастка должна изготавливаться с высочайшей точностью. Это требует применения прецизионного оборудования и строгого контроля качества, что увеличивает ее себестоимость.
- Индивидуальность и специализация. Многие виды оснастки разрабатываются под конкретные задачи или детали, что делает их производство мелкосерийным или даже штучным. Отсутствие массового производства приводит к увеличению затрат на единицу продукции.
- Использование инновационных материалов и технологий. Современная оснастка часто включает компоненты с покрытиями (например, износостойкими или антикоррозийными), а также элементы, изготовленные с использованием аддитивных технологий (3D-печать). Эти технологии повышают долговечность и функциональность, но также увеличивают стоимость.
- Затраты на разработку и проектирование. Создание новой оснастки требует значительных инвестиций в НИОКР (научно-исследовательские и опытно-конструкторские работы), включая моделирование, тестирование и доработку прототипов. [2,8]
Высокая стоимость оснастки создает ограничения ее широкого использования на машиностроительных предприятиях.
Каковы же последствия высокой стоимости оснастки для производства?
- Увеличение себестоимости продукции. Высокие затраты на оснастку напрямую влияют на стоимость конечной продукции, что может снизить конкурентоспособность предприятия на рынке.
- Ограничение доступности для малого бизнеса. Малые и средние предприятия часто не могут позволить себе дорогостоящую оснастку, что ограничивает их возможности в использовании современных технологий обработки.
- Необходимость оптимизации затрат. Предприятия вынуждены искать способы снижения затрат, например, путем адаптации существующей оснастки (как в случае с токарной оснасткой для фрезерных станков) или использования универсальных решений.
- Стимул для инноваций.Высокая стоимость оснастки стимулирует разработку новых, более экономичных решений.
Пути снижения затрат могут быть следующие:
- Адаптация существующей оснастки: использование токарной оснастки на фрезерных станках с ЧПУ после соответствующей доработки.
- Универсальные решения: применение модульной оснастки, которая может быть легко перенастроена для различных задач.
- Коллективное использование: Создание совместных ресурсных центров, где несколько предприятий могут совместно использовать дорогостоящую оснастку.
- Развитие аддитивных технологий: 3D-печать оснастки из композитных материалов может снизить затраты на производство и ускорить процесс изготовления.
Таким образом, высокая стоимость оснастки для фрезерных станков с ЧПУ остается серьезным вызовом для производителей, но также открывает возможности для инноваций и поиска новых подходов к организации производственных процессов. [6-9]
В статье рассматривается актуальная задача снижения себестоимости обработки деталей – крышка дифференциала и корпус дифференциала косилки-плющилки Мещера Е-403 (Егорьевский механический завод) на фрезерном вертикальном обрабатывающем центре VMC 855 за счет использования токарного трехкулачкового патрона и втулки разрезной (рис.1)

Рис.1 – Закрепление детали в приспособлении
Токарные патроны — это устройства для надежного закрепления заготовок в процессе их обработки на токарных станках. Токарные патроны могут использоваться для заготовок различной формы, но чаще всего применяются для крепления цилиндрических деталей.
Основной задачей токарного патрона является обеспечение точного и надежного закрепления заготовки на станке, а также минимизация деформаций и вибраций во время обработки.
Патрон должен обеспечивать точность позиционирования заготовки по всем осям, что является критически важным для токарных операций, требующих высокой точности обработки; возможность крепления заготовок различных диаметров и форм; надежность фиксации заготовки в процессе работы, предотвращая её выпадение или смещение, что может привести к повреждению как заготовки, так и инструмента. [4,10]
С целью обеспечения требований точности сверление 8 отверстий Ø13мм на поверхности Ø164мм детали – крышка дифференциала; 18 отверстий Ø13мм на поверхности Ø210мм, 8 отверстий М12х1,5 на поверхности Ø164мм детали – корпус дифференциала осуществляется на фрезерном вертикальном обрабатывающем центре с ЧПУ VMC 855.
При сверлении отверстий в этих деталях на фрезерном станке возможно использовать трехкулачковый токарный патрон (рис.2) с переходником (рис. 3) в качестве оснастки для закрепления заготовки. Это решение оптимально, так как обеспечивается надежная установка и закрепление заготовки, а общая универсальность и простота настройки выходят на первый план (рис.4).
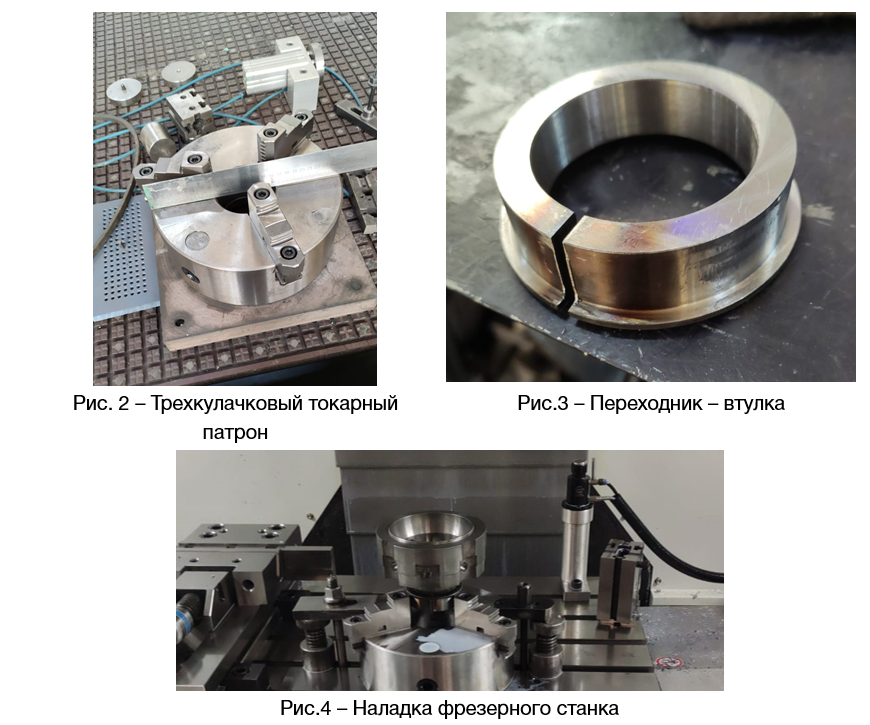
Использование переходника позволяет адаптировать токарный патрон, обеспечивая жесткость и устойчивость во время выполнения сверлильной операции.
Основные преимущества такого способа фиксации заключаются в универсальности и скорости подготовки. Токарный патрон позволяет быстро зажать деталь без применения сложных приспособлений или дополнительных инструментов. Это особенно полезно при работе с небольшими сериями деталей или при сверлении отверстий в заготовках со сложной геометрией.
Для разработки трехмерной модели втулки (рис.5) использовалась система автоматизированного проектирования Компас 3D. Программа объединяет мощные параметрические возможности трехмерного моделирования со средствами создания и оформления конструкторской документации.
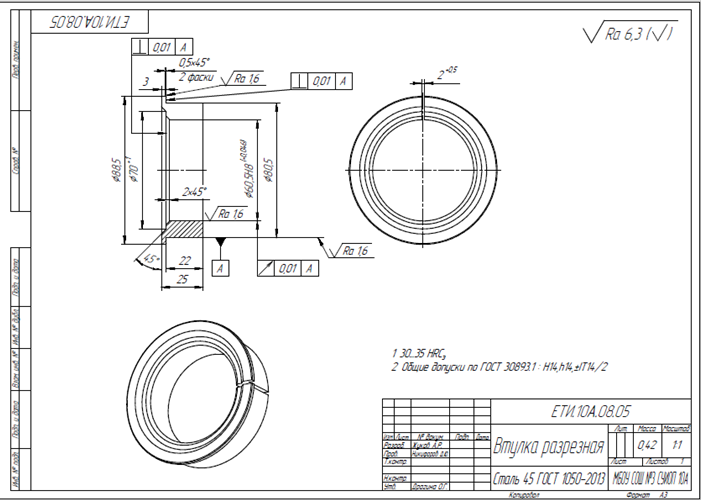
Рис. 5 – Чертеж втулки
Материал втулки – сталь 45 ГОСТ 1050-2013 — конструкционная углеродистая сталь.
Последовательность и содержание операций технологического маршрута обработки детали втулка представлена в таблице 1. [3]
Таблица 1
Последовательность и содержание операций
| № опер.
название операции |
Содержание операций | Оборудование, оснастка |
| 005 Токарно-винторезная
|
1. Установить, выверить и закрепить заготовку
2. Подрезать торец Ø80,5/ Ø 60,5Н8 на длину 28. 3. Расточить Ø60,5 Н8 до Ø60Н12. 4. Снять фаску 3×450 и фаску 2×450 5. Отрезать деталь в размере 19h14 6. Снять деталь, контролировать размеры |
Токарно-винторезный станок МК 6056
ПР: Патрон Ø250 ГОСТ 2675-80 РИ: Резец подрезной Т15К6 16х20 ГОСТ 18880-73 Резец расточной 16х20 Т15К6 ГОСТ 18882-73 Резец проходной 16х20 Т15К6 ГОСТ 18887-73 СИ: штангенциркуль ЩЦ I – 125-0,1 ГОСТ 166-89 |
| 010 Токарно-винторезная
|
1. Установить, выверить и закрепить заготовку
2. Подрезать торец Ø88,5/ Ø 70 в размер 25, точить Ø88,5 3. Точить Ø80,5 на длину 22 с подрезкой торца Ø80,5/ Ø88,5. 4. Снять две фаски 0,5×450 и 2×450 5. Снять деталь, контролировать размеры |
Токарно-винторезный станок МК 6056
ПР: Оправка Ø80 ГОСТ 16212-80 РИ: Резец подрезной Т15К6 16х20 ГОСТ 18880-73 Резец проходной упорный 16х20 Т15К6 ГОСТ 18879-73 Резец проходной 16х20 Т15К6 ГОСТ 18887-73 СИ: штангенциркуль ЩЦ I – 125-0,1 ГОСТ 166-89 |
| 015 Токарно-винторезная
|
1. Выставить деталь в патроне до 0,01мм. Закрепить.
2. Точить Ø60,5Н8 окончательно, выдержать ТУ чертежа. 3. Снять деталь, контролировать размеры |
Токарно-винторезный станок МК 6056
ПР: :Патрон Ø250 ГОСТ 2675-80 РИ: Резец расточной Т15К6 16х20 ГОСТ 18882-73 СИ: Нутромер 50-100 ГОСТ 9244-75 |
| 020 Горизонтально-фрезерная | Фрезеровать паз 2+0,5 окончательно | Станок консольно-фрезерный горизонтальный 6Т82Г
ПР: Тиски машинные 200 ГОСТ 16518-96 РИ: Фреза 2-63-2-40-2 ГОСТ 2679-2014 СИ: Штангенциркуль ЩЦ I – 125-0,1 ГОСТ 166-89 |
| 025 Слесарная | Зачистить заусенцы, притупить острые кромки | Верстак
ПР: 7827-0269 Тиски ГОСТ 4045-75 РИ: Напильник 2820-0054 ГОСТ 1465-80 |
| 030 Моечная | Промыть деталь от загрязнений | Ванна
Ацетон ГОСТ 2603-79 Перчатки Нс Нм ТУ 38.106346-79 Ветошь ТУ 63-178-77-82 |
| 035 Контрольная | Проверить точностные параметры детали согласно чертежу | Контрольный стол
Стол СД 3702.09 СИ: Штангенциркуль ШЦ-I-125-0,01 ГОСТ 166-89 |
Методика закрепления и настройки токарной оснастки на фрезерном станке требует тщательного соблюдения технологических и монтажных процессов, чтобы обеспечить правильную и безопасную установку, точность обработки и долговечность оборудования. Ниже представлена последовательность работ при установке токарной оснастки на фрезерный станок:
- Подготовка оборудования.
Отключить питание станка и убедиться, что станок находится в безопасном состоянии. Очистить рабочую поверхность станка от стружки и других загрязнений. Проверить исправность оснастки (болтов, зажимов, резьбовых соединений, сухари, подставки).
- Выбор токарного патрона в зависимости от диаметра заготовки.
- Установка токарного патрона на столе фрезерного обрабатывающего центра с ЧПУ.
- Закрепление патрона на столе фрезерного станка, используя Т-образные пазы, сухари, шпильки, подставки и прижимы (рис.6).

Рис. 6 – Закрепление патрона на столе фрезерного обрабатывающего центра
- Установка заготовки в патрон использую разрезную втулку.
- Наладка станка.
- Тестовая обработка детали.
Для успешного внедрения адаптированной оснастки (переходника) в производственный процесс ИП Никитин В.Б. «Егорьевский механический завод» необходимо следовать детальному плану, который позволит повысить эффективность использования нового оборудования, минимизировать возможные риски и обеспечить стабильное качество обработки деталей. Авторами разработаны практические рекомендации, которые помогут достичь поставленных целей. Соблюдение рекомендаций позволит минимизировать риски, повысить производительность и обеспечить стабильное качество продукции на вашем предприятии. [9-12]
- Подготовка рабочей зоны.
Убедитесь, что фрезерный вертикальный обрабатывающий центр с ЧПУ имеет возможности и технические параметры (размер стола, жесткость креплений) для работы с переходником и деталями, которые будут устанавливаться в трехкулачковый токарный патрон.
Убедитесь, что переходник обеспечивает точное центрирование детали и безопасное крепление в процессе обработки.
Убедитесь, что материал переходника соответствует требованиям надежности, жесткости и износостойкости для минимизации вибраций и деформаций при работе станка.
- Планирование и организация тестовых операций.
Используйте типовую заготовку из конструкционной стали для отладки процесса. Определите оптимальные режимы обработки (скорость подачи, глубина резания, обороты шпинделя) с учетом влияния переходника.
Осмотрите переходник на износ или повреждения после выполнения тестовых операций. Убедитесь, что установка обеспечивает повторяемость и усилие зажима.
- Обучение и инструктаж персонала.
Разработайте подробные инструкции по установке и использованию переходника для операторов станков. В инструкциях должны быть описаны способы корректного закрепления детали в трехкулачковом патроне через переходник. [13]
Проведите обучение оператора станка, акцентируя внимание на особенностях оснастки. Это снизит вероятность ошибок и простоев.
- Обеспечение безопасности.
Убедитесь в надежности фиксации как самого переходника, так и заготовки.
Ослабление зажима во время работы могут привести к браку или повреждению оборудования. Проверьте систему ЧПУ на наличие возможности экстренной остановки в случае возникновения аварийной ситуации, связанной с неправильной работой адаптированной оснастки. [5,6,14,15]
Соблюдение предложенных рекомендаций позволит минимизировать риски, повысить производительность и обеспечить стабильное качество продукции на предприятии.
References
1. Технологическое оборудование. Разработка технологических процессов изготовления деталей : учебное пособие для СПО / составители О. П. Куприянова, П. С. Белов, О. Г. Драгина. — Саратов, Москва : Профобразование, Ай Пи Ар Медиа, 2025. — 223 c. — ISBN 978-5-4488-2281-0, 978-5-4497-3724-3. — Текст : электронный // Цифровой образовательный ресурс IPR SMART : [сайт]. — URL: https://www.iprbookshop.ru/143787.html (дата обращения: 02.04.2025). — Режим доступа: для авторизир. пользователей2. Современные станки : учебное пособие / составители О. П. Куприянова, П. С. Белов, О. Г. Драгина. — Москва : Ай Пи Ар Медиа, 2025. — 134 c. — ISBN 978-5-4497-4185-1. — Текст : электронный // Цифровой образовательный ресурс IPR SMART : [сайт]. — URL: https://www.iprbookshop.ru/148679.html (дата обращения: 02.04.2025). — Режим доступа: для авторизир. пользователей
3. Технология машиностроения. Разработка технологических процессов изготовления деталей : учебное пособие / составители О. П. Куприянова, П. С. Белов, О. Г. Драгина. — Москва : Ай Пи Ар Медиа, 2025. — 224 c. — ISBN 978-5-4497-3658-1. — Текст : электронный // Цифровой образовательный ресурс IPR SMART : [сайт]. — URL: https://www.iprbookshop.ru/143174.html (дата обращения: 02.04.2025). — Режим доступа: для авторизир. пользователей
4. Технологическое оборудование. Современные станки : учебное пособие для СПО / составители О. П. Куприянова, П. С. Белов, О. Г. Драгина. — Саратов, Москва : Профобразование, Ай Пи Ар Медиа, 2025. — 133 c. — ISBN 978-5-4488-2464-7, 978-5-4497-4209-4. — Текст : электронный // Цифровой образовательный ресурс IPR SMART : [сайт]. — URL: https://www.iprbookshop.ru/149181.html (дата обращения: 02.04.2025). — Режим доступа: для авторизир. пользователей
5. Белов, П. С. Разработка управляющих программ для оборудования с числовым программным управлением : учебное пособие / П. С. Белов, О. Г. Драгина, А. А. Бровченко. — Москва : Ай Пи Ар Медиа, 2024. — 86 c. — ISBN 978-5-4497-2332-1. — Текст : электронный // Цифровой образовательный ресурс IPR SMART : [сайт]. — URL: https://www.iprbookshop.ru/132845.html (дата обращения: 14.09.2023). — Режим доступа: для авторизир. пользователей
6. Белов, П. С. Программирование ЧПУ для автоматизированного оборудования : учебное пособие для СПО / П. С. Белов, О. Г. Драгина, А. А. Бровченко. — Саратов, Москва : Профобразование, Ай Пи Ар Медиа, 2024. — 85 c. — ISBN 978-5-4488-1685-7, 978-5-4497-2355-0. — Текст : электронный // Цифровой образовательный ресурс IPR SMART : [сайт]. — URL: https://www.iprbookshop.ru/132843.html (дата обращения: 24.09.2023). — Режим доступа: для авторизир. пользователей
7. Андреев Г. Н. Проектирование технологической оснастки машиностроительного производства : Учеб. пособие для машиностр. спец. вузов / Г. Н. Андреев,В. Ю. Новиков,А. Г. Схиртладзе;Под ред. Ю. М. Соломенцева. - М., 1999. - 415с. : ил.
8. Классификатор ЕСКД. Класс 29. Оснастка технологическая. Кроме режущего инструмента : 1 79 100 / Гос. комитет СССР по стандартам. - М., 1986. - 123 с.
9. Схиртладзе А. Г. Технологическая оснастка машиностроительных производств. Т. 1 : [учебное пособие для вузов по направлению "Конструкторско-технологическое обеспечение машиностроительных производств"] / А. Г. Схиртладзе, В. П. Борискин. - Старый Оскол, 2008. - 547 с. : ил., табл.
10. Переналаживаемая технологическая оснастка / [В. Д. Бирюков и др.] ; под общей ред. Д. И. Полякова. - М., 1988. - 254, [1] с. : ил., табл., черт.
11. Современное технологическое оборудование с ЧПУ и оснастка для комплексной фрезерно-сверлильно-расточной обработки : учебное пособие / Б. И. Горбунов и др. ; Всесоюз. заоч. машиностроит. ин-т. - М., 1984. - 83 с. : ил.
12. Косов Н. П. Технологическая оснастка: вопросы и ответы : учебное пособие для вузов по специальности "Технология машиностроения" направления подготовки дипломированных специалистов "Конструкторско-технологическое обеспечение машиностроительных производств" / Н. П. Косов, А. Н. Исаев, А. Г. Схиртладзе. - М., 2005. - 302, [1] с. : ил.
13. Схиртладзе А. Г. Технологическая оснастка машиностроительных производств. Т. 2 : [учебное пособие для вузов по направлению "Конструкторско-технологическое обеспечение машиностроительных производств"] / А. Г. Схиртладзе, В. П. Борискин. - Старый Оскол, 2008. - 518 с. : ил.
14. Классификатор ЕСКД. Класс 76. Детали технологической оснастки,инструмента / Гос. комитет СССР по стандартам. - М., 1986. - 78 с.
15. Схиртладзе А. Г. Технологическая оснастка машиностроительных производств. Т. 3 : [учебное пособие для вузов по направлению "Конструкторско-технологическое обеспечение машиностроительных производств"] / А. Г. Схиртладзе, В. П. Борискин. - Старый Оскол, 2009. - 536 с. : ил.