Abstract: The serviceable condition of domestic all-metal ploughshares during ploughing on sandy loam and loamy soils is regulated by the formation of a radiant wear in the chisel-like area and the dulling of the cutting part. This article presents calculations on the possibility of using discarded springs for further use in restoring the durability and serviceability of ploughshares.
Keywords: thermal hardening; wear; technological process; microhardness; hardness; resource; spring.
Исследование свойств сварного соединения «термоупрочненная сталь 65Г – сталь Л53 без технологических воздействий». Одной из основных операций метода термоупрочненных компенсирующих элементов является приваривание их к остову лемеха. Механические свойства сварного соединения во многом будут определять его служебные свойства.
Особенностью представляемых ниже исследований является наличие в составе сварного соединения детали из высокоуглеродистой стали, подвергнутой повторному термоупрочнению. Поэтому исследовалось состояние сварных соединений, в которых присутствует в качестве материала компенсирующего элемента сталь 65Г, закаленная с различных температур. Как уже отмечалось выше, в качестве критерия, характеризующего их свойства, принята микротвердость (НV) [1,2,3,4,7,8,10,13].
Оценочными параметрами служили: 1 – НV металла шва; 2 – максимальное значение НV зоны сплавления; 3 – НV переходной зоны; 4 – НV основного металла. Наряду с оценкой механических свойств отдельных областей сварного соединения, проводился анализ размеров его типичных зон: зоны термического влияния, зоны сплавления и переходной зоны [6,7,9].
Методология проведения анализа состоит из следующих этапов: первый — особенности распределения НV системы «шов — сталь Л53»; второй — особенности распределения НV системы «шов — термоупрочненная с различных температур сталь 65Г»; третий — сравнительное аналитическое рассмотрение распределений НV «сталь Л53 — шов — термоупрочненная сталь 65Г» [1,3,7,8,12,13].
Испытания на изнашивания повторно термоупрочненной стали в среде с незакрепленным абразивом показали, что характер изменения износа во времени испытаний (τ1), как следует из графиков, представленных на рисунке 1, одинаков для образцов с различной твердостью. Кривые I = f(τ1), в отличии от известных, не подчиняются прямолинейной зависимости, хотя и близки к ней. Увеличенный прирост износа в начальный период испытаний (примерно до τ1 = 75мин.) объясняется сравнительно большим влиянием фактора самоорганизации системы «поверхность трения – абразивная среда» при стабилизации процесса изнашивания. Предварительная механическая обработка образцов не может до конца устранить недостатки, присущие поверхности, и её полная адаптация к истирающей среде происходит непосредственно в период проведения испытаний. После завершения приработки процесс изнашивания стабилизируется и дальнейший прирост износа остается неизменным [2,7,8,9,11,12]. Из изложенного выше следует, что влияние упрочняющей термообработки на протекание изнашивания несколько отлично от других методов повышения абразивной износостойкости, что выражается в нарушении прямолинейной зависимости между износом I и временем испытаний τ1.
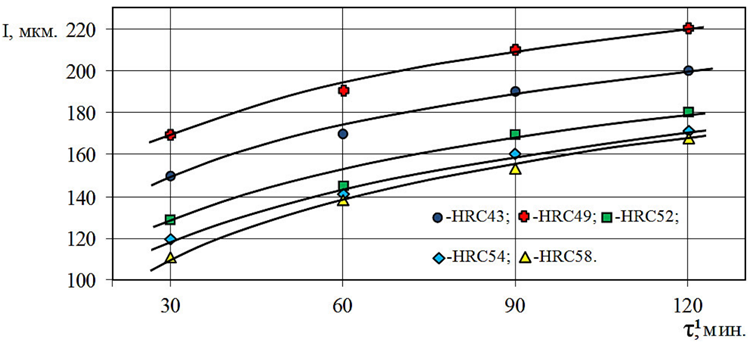
Рис. 1. Характер протекания износа во времени испытаний I = f(τ1)
Абразивная износостойкость как относительная триботехническая характеристика (рисунок 2) также имеет одинаковый характер изменения во времени испытаний для всех исследуемых образцов. Стабилизация С происходит примерно после 100 мин. испытаний, что указывает на завершение процесса самоорганизации изнашиваемой поверхности и абразивной компоненты. Поведение С = f(τ1) объясняется теми же факторами, что и зависимость I = f(τ1).
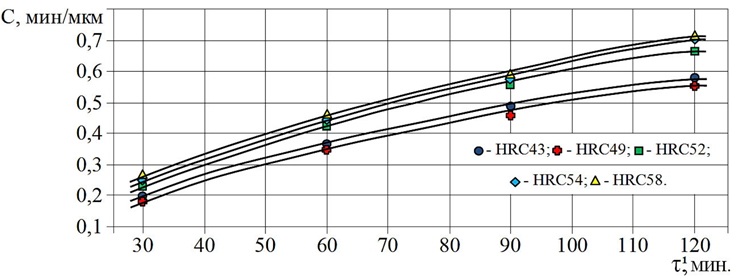
Рис. 2. Изменение абразивной износостойкости от времени испытаний С=f (τ1)
При анализе изменения значений С установлено, что их разность (ΔС) в начальный период приработки (τ1 = 30 мин.) и в период установившегося ре- жима (τ1=120мин.) достигает значительной величины. Так, для образца с 43HRC разность между С при τ1 =30мин. и С при τ1 = 120мин. составляет примерно 0,28 мин/мкм. В свою очередь, ΔС для образца с твердостью 58HRC равна 0,4 мин/мкм. Это указывает на то, что с увеличением твердости испытуемого материала влияние фактора самоорганизации на изменение интенсивности изнашивания снижается. Проще говоря, рост твердости приводит к нивелированию влияния качества поверхности детали при ее приработке. В соответствии с поставленными задачами определялось влияние твердости на износ и износостойкость повторно термообработанной от различных температур стали 65Г.
Для сравнения исследовался образец, не подвергавшийся повторной термообработке. (Образцы ранее термически упрочнялись – подвергались закалке в масле и отпуску в интервале t = 840 — 870 °C и t = 400 — 480 °C соответственно).
Повторная термообработка проводилась без отжига т. к. ранее проведенными экспериментами показано отрицательное влияние отжига на прирост твердости при последующей закалке. Параметры термообработки и соответствующая им твердость даны в таблице 1 [4,6,7,8,10,13,14].
Как следует из рисунков 1 и 2, увеличение твердости примерно до 49HRC обеспечивает отрицательный эффект, выражающийся в росте износа и снижении износостойкости. Следует полагать, что снижение С в данном случае связано с нарушением структурной однородности, сформированной предыдущей термообработкой. Неоднородность проявляется в интенсификации разрушения поверхностного слоя как вследствие царапания, так и вследствие высокого уровня контактных напряжений от силового воздействия абразивных частиц.
Таблица 1
Термообработка и твердость листов
| Марка
стали |
Термообработка (режим) | Твердость
HRC |
||
| Температура нагрева при
закалке и нормализации в °С |
Охлаждающая среда | Температура
отпуска в °С |
||
| 50ХГА | 840 — 870 | Масло | 450 — 480 | 41 — 43 |
| 50ХГ | 840 — 870 | Масло | 450 — 480 | 41 — 43 |
| 60С2 | 840 — 870 | Вода, масло | 400 — 510 | 43 — 50 |
| 60С2ХГ | 850 — 880 | Масло | 550 | 39 — 43 |
| 60С2А | 840 — 870 | Вода, масло | 400 — 425 | 40 — 49 |
Дальнейший рост HRC приводит к резкому снижению I (рисунок 3) и повышению сопротивляемости абразивному изнашиванию (рисунок 4) (в диапазоне 50-54HRC) с последующим выравниванием этих показателей. В некоторых экспериментах было замечено даже незначительное снижение износостойкости. Явление с выравниванием С с повышением твердости связано с особенностями строения (микроструктуры). Увеличение размеров структурных составляющих приводит к росту хрупкости материала. В свою очередь, при царапании таких хрупких субстанций происходит разрушение поверхностных слоев в большем объеме, а увеличение твердости не может компенсировать происходящих процессов разрушения, и в сумме это приводит к стабилизации С. Аналогичная ситуация будет иметь место если превалирующим процессом в механике абразивного изнашивания будет иметь место контактное взаимодействие частиц с поверхностью трения.
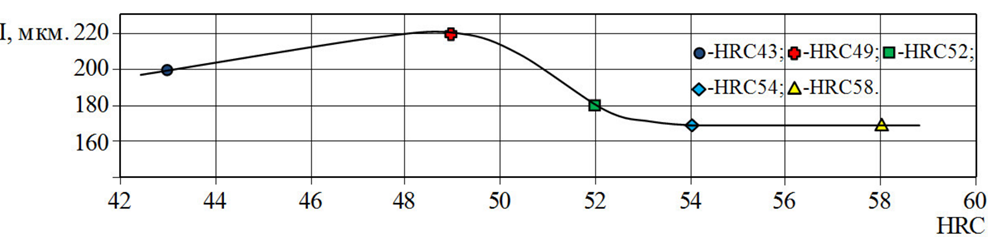
Рис. 3. Зависимость износа от HRC образца, время испытаний τ1=120 мин
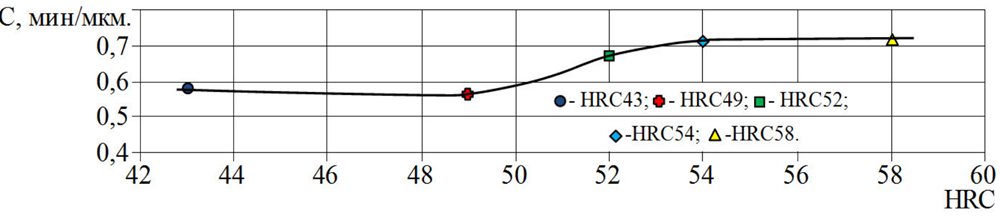
Рис. 4. Влияние твердости образца на износостойкость, время испытаний τ1=120 мин
Тем самым лабораторными исследованиями установлено, что изменение (характера) износа и износостойкости от твердости имеет достаточно сложный характер и не укладывается в известные положения. Отмечается также, что кривая С = f (HRC) является зеркальным отображением зависимости I = f (HRC). Исходя из полученных результатов, следует, что увеличение твердости более 53 — 54HRC с точки зрения повышения абразивной износостойкости нецелесообразно, т.к. интенсивность изнашивания не претерпевает изменений [2,5,7,10,12,14]. Таким образом, оптимальной является повторная закалка в воде стали 65Г от температур 820 — 840°С, обеспечивающая твердость 53 — 54HRC.
Учитывая массив полученных данных (исследовались соединения, у которых образцы из рессорно-пружинной стали термообрабатывались с пяти различных температур), подробному анализу будет подвергаться сварное соединение, где сталь 65Г повторно закаливалась с температуры 840°С. Выбор такого экспериментального образца связан с тем, что режим ТО является оптимальным с точки зрения износостойкости (это подтверждено экспериментально и изложено выше).
Вывод.
Показана возможность применения выбракованных листов рессор в качестве материала долот при восстановлении лемехов. Твердость снятых с эксплуатации листов остается на уровне значений, оговоренных техническими условиями, что в два раза превышает аналогичный параметр стали лемеха Л53. Использование этого вторичного материала для восстановления лемехов значительно упрощает технологический процесс реновации и повышает его эффективность.
References
1. Аулов, В.Ф. Результаты полевых испытаний упрочненных рабочих органов почвообрабатывающих машин / В.Ф. Аулов, П.В. Лужных, А.В. Кирейнов, А.В. Рыбалкин, А.Н. Строев // Труды ГОСНИТИ. – 2013. – Т. 113, часть 2. 300-309с.2. Аникин А.А., Тимофеев В В., Елютин С.Б., Аникин А.А., Бадерский С.В. Способ упрочнения лезвий рабочих органов почвообрабатывающих орудий // патент России № 2420601. 2011. Бюл. № 16.
3. Гусев С.С. Восстановление качества отработанных нефтяных масел с помощью ПГС-полимеров на сельскохозяйственных предприятиях. / Автореферат диссертации на соискание ученой степени кандидата технических наук / Московский государственный агроинженерный университет им. В.П. Горячкина. Москва, 2006.
4. Гусев С.С. Физико-химическая очистка отработанных минеральных масел с помощью полимерных материалов. / Мир нефтепродуктов. Вестник нефтяных
компаний. 2006. № 6. С. 4.
5. Коваленко В.П., Лесной К.Я., Гусев С.С., Леонов И.Н. Использование ПГС – полимеров для очистки жидкостей в сельскохозяйственном производстве./ Вестник Федерального государственного образовательного учреждения высшего профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2003. № 1. С. 10.
6. Карапетян М.А., Шипанцов A.M. От предпосадочной подготовки почвы зависит производительность картофелеуборочного комбайна и качество уборки клубней. / Картофель и овощи. 2012. № 4. С. 7.
7. Михальченков, А.М. Влияние твердости термоупрочненной стали 65Г на износостойкость и ресурс плужных лемехов / А. М. Михальченков, А. А. Новиков // Техника и оборудование для села. – 2016. – № 8. С. 45-48.
8. Новиков А.А. Повышение долговечности плужных лемехов их восстановлением термоупрочненными компенсирующими элементами. / Диссертация на соискание ученого звания кандидат технических наук. Брянск 2017. С. 185.
9. Теловов Н.К., Тойгамбаев С.К. Обработка почвы нечерноземных земель РФ глубокорыхлителем -удобрителем для увеличения производства сельскохозяйственных культур. / Агропродовольственная экономика. 2019. № 10. С. 7-16.
10. Тойгамбаев С.К., Апатенко А.С., Матвеев А.С. Техническая эксплуатация транспортных и транспортно-технологических машин и оборудования.
/ Учебное пособие. Изд. «Спутник +» Москва, 2021. С. 237.
11. Тойгамбаев С.К. Технология производства деталей транспортных и технологических машин природообустройства. / Учебник. Изд. «Спутник +». Москва. 2020. С. 484.
12. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.
13. Тойгамбаев С.К., Апатенко А.С. Анализ износа деталей транспортных и технологических машин. / Методическое пособие. Изд. “Мегаполис”. Москва. 2020. С. 25.
14. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.