Abstract: The high intensity of wear of individual parts of solid metal ploughshares operated on light soils (sandy loam) with high wear capacity significantly limits their resource due to the outstripping appearance of xiphoid wear of the toe and wear of the deepening part, while the total area of sandy loam in the non-Chernozem region reaches 30%, and the repeatability coefficients of wear are 0.84 and 0.53, respectively. The known technological processes for eliminating the noted wear are not effective enough. This article presents one of the methods of thermal hardening as a way to increase the resource of plowshares.
Keywords: thermal hardening; wear; technological process; temperature; hardness; resource; part.
Среди большого количества способов повышения ресурса деталей, без использования покрытий, особое место занимает упрочняющая термическая обработка [1,2]. Такая обработка основана на структурных изменениях, связанных с нагревом металлического тела выше температур фазовых превращений и последующим охлаждением со скоростью выше критической — она получила название закалка. Её результатом является улучшение ряда механических свойств, в том числе и повышение твердости (H) [7,8,9,10,11,13]. В свою очередь рост Н способствует увеличению ресурса деталей, особенно эксплуатирующихся в абразивной массе, из-за снижения интенсивности их изнашивания [3,4,7,8]. Термоупрочнение (ТУ), исходя из многочисленной информации, имеет достаточно большое количество разновидностей, которые классифицируются по различным признакам. Деление методов ТУ следует основывать, базируясь на условиях эксплуатации детали и прежде всего вероятности её катастрофического разрушения, как правило, от динамических нагружений. Поэтому классификация должна заключаться в воздействии тепловой энергии на поверхность или на всю глубину обрабатываемого изделия или его части. Тогда термоупрочнение можно рассматривать как поверхностное и объёмное (полное) на всю глубину [5,6,7]. В связи с этим необходимо провести исследования, направленные на разработку технологии восстановления лемехов, обеспечивающей повышенный послеремонтный ресурс и возможность неоднократной реставрации.
Рассмотрим некоторые виды закалки. Объемная закалка (закалка на всю глубину). Ввиду недостатков, присущих методам поверхностного термоупрочнения, часто применяется объемная закалка, которая является относительно универсальным методом обработки стали и используется, когда необходимо получить высокую твердость по всему сечению детали. Такой технологический подход обеспечивает постоянное на всём протяжении эксплуатации детали сопротивление абразивному изнашиванию. Существует несколько видов классификаций этого способа: в зависимости от структуры (для доэвтектоидных сталей рекомендуется применять полную закалку, для заэвтектоидных — неполную); характера обрабатываемой детали (геометрия, материал), твердости, которую необходимо получить, и условий охлаждения.
Как известно, определяющим фактором при закалке являются условия охлаждения нагретого выше температур фазовых превращений тела, поэтому классификация, принятая в работе, опирается на вышеуказанный признак [6,7,8,9]. Проведенный анализ позволил внести в известные классификации некоторые коррективы, заключающиеся в том, что методы закалки можно разделить на методы без смены охладителя и со сменой охладителя (рисунок 1).
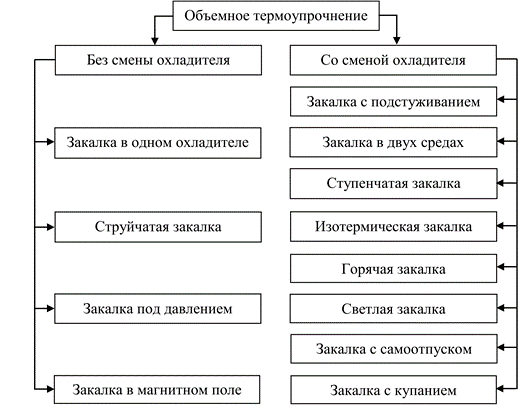
Рис.1. Способы объёмной закалки в зависимости от условий охлаждения
Методы закалки без смены охладителя. Термоупрочнение в одном охладителе (непрерывная закалка) — при котором нагретое и выдержанное с температуры закалки тело остывает до температуры охлаждающей среды. Способ не требует сложного оборудования и высоких профессиональных навыков исполнителей, технологически несложен и легко подвергается автоматизации. Применяется для деталей простой формы из углеродистых и низколегированных сталей. В ряде случаев такая закалка вызывает коробление и разрушение деталей в процессе работы. Во избежание этого дополнительно проводят отпуск. Метод широко используется в специализированных ремонтных предприятиях при термоупрочнении деталей почвообрабатывающих машин.
Струйчатая закалка (местная) заключается в обрызгивании детали интенсивной струей воды и применяется, когда требуется закалить часть изделия. Она может сопровождаться самоотпуском. Технологию используют для закалки деформирующего инструмента, рабочая поверхность которого должна иметь структуру мартенсита. Данный способ при больших объемах обработки экономически нецелесообразен и усложняется технологически. Его использование для восстановления деталей почвообрабатывающей техники не рационально.
Закалка под давлением применяется для предотвращения деформации, осуществляется при зажатии заготовок в штампах или на закалочных прессах и предназначена для специальных целей. В случае восстановления в её использовании нет необходимости.
Закалка в магнитном поле заключается в комбинированном термомагнитном воздействии на упрочняемую деталь и может проводиться: — нагревом постоянным током; — нагревом переменным током. Такую обработку целесообразно использовать при поштучной обработке изделий из инструментальных сталей. Чрезмерно сложное оборудование и специальные условия проведения процесса не позволяют рекомендовать способ для широкого распространения, особенно при реновации конструктивных элементов техники сельскохозяйственного назначения.
Критическое рассмотрение технологий объемной закалки позволило установить, что наибольшими возможностями для упрочнения деталей почво- обрабатывающих орудий (в частности плужных лемехов) при их восстановлении обладает термообработка в одном охладителе, но необходимо проводить их адаптацию к условиям реставрации [5,6,7,8].
Методы закалки со сменой охладителя. Закалка в двух средах (прерывистая закалка) состоит в том, что детали охлаждают последовательно в двух средах — вначале с большей, а затем, незадолго до начала мартенситного превращения, с меньшей охлаждающей способностью. Это необходимо чтобы в процессе охлаждения не произошло выпадения ферритоцементитной смеси в интервале температур 500-600°С. В дальнейшем высокая скорость охлаждения для окончания мартенситного превращения не требуется. Метод позволяет избежать операции отпуска и появления закалочных дефектов. Применяется для закалки инструментов из легированных и высокоуглеродистых сталей, отличается сложностью и требует достаточно высокой квалификации персонала.
При закалке с подстуживанием нагретое до температуры мартенситного превращения изделие не сразу погружают в закалочную жидкость, а некоторое время выдерживают на воздухе для того, чтобы после окончательного охлаждения в сердцевине образовалась троостосорбитная структура. Способ ограничен применением для высоколегированных сталей, а также для деталей несложной конфигурации.
Ступенчатая закалка осуществляется путем переноса изделия после нагрева и выдержки при температуре закалки в жидкий расплав солей или щелочей с температурой выше начала мартенситного превращения (180-250°С).
— изотермическая закалка; — горячая закалка; — светлая закалка; — закалка с самоотпуском применяется когда нагретое изделие выдерживают в закалочной среде не до полного охлаждения; -закалку с купанием можно считать разновидностью закалки с самоотпуском.
Проанализированные технологические варианты термоупрочнения со сменой охладителя могут быть ограниченно применимы для повышения износостойкости восстановленных лемехов в виде своей технологической сложности и специфического назначения (разрабатывались для ряда конкретных конструктивных элементов) [7,11,12,13].
Объемно-поверхностная закалка. Там, где эффективность поверхностного ТУ невысока, применяется другой метод — объемно-поверхностная закалка (закалка при глубоком нагреве). Она распространяется на стали с небольшим содержанием легирующих элементов. Вследствие интенсивного охлаждения скорость остужения поверхности гораздо выше, чем внутри, поэтому глубокие объемы испытывают превращения с образованием троостита и сорбита, а поверхностные слои соответственно мартенсита. Результат обеспечивает получение деталей, сочетающих высокую H (62HRC) поверхностного слоя с повышенной твердостью (30 — 45HRC). Однако нестабильность результатов, выражающаяся в образование мягких пятен, ограничивает распространение метода. Использование такого технологически сложного метода при массовом восстановлении лемехов нет необходимости т. к. обычная закалка без смены охладителя позволит получить служебные свойства, отвечающие условиям эксплуатации.
Применение термоупрочнения при восстановлении лемехов. Как отмечалось ранее, термоупрочнение достаточно широко применяется при изготовлении ряда деталей почвообрабатывающих орудий различного функционального назначения. Например, культиваторные стрельчатые лапы, долота глубокорыхлителей, рыхлительные лапы, твердость которых после термоупрочнения находится в диапазоне значений 42 — 49HRC. Использование подобных подходов при восстановлении лемехов позволяет увеличивать износостойкость наиболее нагруженных восстановленных участков детали.
Восстановление лемехов с использованием термоупрочняющей обработки.
Известны технологические процессы восстановления плужных лемехов путем замены предельно изношенной их части на новую. Ряд технологических вариантов предусматривает проведение термического упрочнения (закалки) привариваемых вставок с обеспечением высокой твердости 48HRC. Один из способов заключается в удалении изношенной лезвийной части, изготовлении и закреплении новой из среднеуглеродистой стали в виде сменной пластины (вставка). В качестве заменяющей области используют полосовую сталь, копирующую нормированные размеры долотообразного лемеха.
Тыльную сторону пластины упрочняют путем нанесения износостойкого покрытия электроискровым методом в смеси защитных газов, содержащей аргон и 17 — 25% углекислого газа. Рабочую поверхность подвергают закалке ТВЧ и низкотемпературному отпуску. Заменяющая пластина крепится к оставшейся части лемеха привариванием [8,9,10,13].
Восстановление производится путем приваривания новой (компенсирующей) термоупрочненной режуще-лезвийной части взамен предельно изношенной к оставшейся области (спинке лемеха), пригодной для проведения операций сваривания и дальнейшей эксплуатации. Компенсирующая пластина изготавливается из рессорно — пружинных сталей 65Г или 60С2 [6,7,8]. Перед привариванием пластина термообрабатывается по всему объему на твердость 50HRC. После сварки тыльная сторона лезвийной части полученной детали подвергается наплавке абразивостойким электродным материалом, обеспечивающим твердость полученного покрытия в пределах 58 — 62HRC. Технология разрабатывалась, как уже было отмечено ранее, для составных лемехов, у которых предельное состояние определяется допустимым износом лезвийной области. В отношение же цельнометаллических лемехов отечественного производства, ресурс которых определяется износами носка (лучевидный и заглубляющей части) при сохранении ширины детали в установленных пределах такой способ применять нецелесообразно. В связи с этим были предложены технологии, заключающиеся в удалении предельно изношенной долотообразной части и приварке новой носовой части (долота), копирующей геометрию стандартного долотообразного лемеха.
Углы заточки полевого обреза и режущей нижней части соответствуют заводской детали. Привариваемое долото должно обладать повышенной стойкостью к абразивному изнашиванию, что достигается упрочняющей обработкой. Для изготовления новой долотообразной части могут использоваться листы рессорно-пружинной стали (упругие элементы подвесок — рессоры), термообработанные на твердость 43 — 48HRC и снятые с эксплуатации по причине утраты жесткости [7,8,9,12,13].
Выводы:
- Представлена краткая классификация методов термоупрочнения, в основу которой положены условия эксплуатации деталей и воздействие тепловой энергии на её поверхность или на всю глубину.
- Поверхностную закалку не следует использовать при упрочнении деталей почвообрабатывающих орудий, эксплуатирующихся на почвах с изнашивающей способностью более 200 г/га (супеси и легкие суглинки) вследствие невысокой толщины термообработанного слоя.
- Наибольшие возможности в плане упрочнения конструктивных элементов орудий, контактирующих с почвой, имеют технологии закалки без смены охладителя.
References
1. Аулов, В.Ф. Результаты полевых испытаний упрочненных рабочих органов почвообрабатывающих машин / В.Ф. Аулов, П.В. Лужных, А.В. Кирейнов, А.В. Рыбалкин, А.Н. Строев // Труды ГОСНИТИ. – 2013. – Т. 113, часть 2. 300-309с.2. Аникин А.А., Тимофеев В В., Елютин С.Б., Аникин А.А., Бадерский С.В. Способ упрочнения лезвий рабочих органов почвообрабатывающих орудий // патент России № 2420601. 2011. Бюл. № 16.
3. Абдулмажидов Х.А. Экспериментальные исследования работы модели ковша каналоочистителя. / В сборнике: Логистика, транспорт, природообустройство - 2014. Материалы международной научно-практической конференции. 2014. С. 89-95.
4. Орлов Б.Н., Карапетян М.А., Абдулмажидов Х.А. Исследования износа рабочих элементов машин и технологического оборудования. / Тракторы и сельхозмашины. 2014. № 2. С. 36-38.
5. Коваленко В.П., Лесной К.Я., Гусев С.С., Леонов И.Н. Использование ПГС – полимеров для очистки жидкостей в сельскохозяйственном производстве. / Вестник Федерального государственного образовательного учреждения высшего профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2003. № 1. С. 10.
6. Михальченков, А.М. Влияние твердости термоупрочненной стали 65Г на износостойкость и ресурс плужных лемехов / А. М. Михальченков, А. А. Новиков // Тех-ника и оборудование для села. – 2016. – № 8. – С. 45–48.
7. Новиков А.А. Повышение долговечности плужных лемехов их восстановлением термоупрочненными компенсирующими элементами. / Диссертация на соискание ученого звания кандидат технических наук. Брянск 2017. С. 185.
8. Осенних, Е.А. Анализ способов поверхностной закалки деталей машин сельскохозяйственной техники / Е.А. Осенних, Г.С. Игнатьев // Достижения науки - агропромышленному производству: сб. мат. IIV межд. научп. конф. (Челябинск, 29-31 янв. 2015 г.) – Челябинская ГАА, 2015. – С. 111–118.
9. Тойгамбаев С.К. Повышение надежности изготовления резьбовых соединении. Вестник Федерального государственного образовательного учреждения высшего профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2013. № 3 (59). С. 45-46.
10. Тойгамбаев С.К. Технология производства транспортных и технологических машин природообустройства. / Учебник / Москва. 2020. 484с.
11. Тойгамбаев С.К. Совершенствование моечной машины ОМ–21614. / Техника и технология. 2013. № 3. 15-18с.
12. Тойгамбаев С.К., Апатенко А.С. Обработка результатов информации по надежности транспортных и технологических машин методом математической статистики. / Учебно- методическое пособие. Изд. “Мегаполис”. Москва. 2020. С. 25.
13. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.