Abstract: The mechanical properties of the weld will largely determine its performance. The large number of ploughshares with similar defects (hundreds of thousands), but with a sufficient width of the core and therefore suitable for repair, has raised the question of increasing their durability. This article provides calculations on the possibility of using discarded springs for further use in restoring the durability and performance of ploughshares.
Keywords: spring; resource; technological process; wear; microhardness; hardness; heat treatment.
Особенностью представляемых ниже исследований является наличие в составе сварного соединения детали из высокоуглеродистой стали, подвергнутой повторному термоупрочнению. Поэтому исследовалось состояние сварных соединений, в которых присутствует в качестве материала компенсирующего элемента сталь 65Г, закаленная с различных температур. Как уже отмечалось выше, в качестве критерия, характеризующего их свойства, принята микротвердость (НV) [1,2,3,4,7,8,10,13].
Оценочными параметрами служили: 1 – НV металла шва; 2 – максимальное значение НV зоны сплавления; 3 – НV переходной зоны; 4 – НV основного металла. Наряду с оценкой механических свойств отдельных областей сварного соединения, проводился анализ размеров его типичных зон: зоны термического влияния, зоны сплавления и переходной зоны [6,7,9].
Методология проведения анализа состоит из следующих этапов: первый — особенности распределения НV системы «шов — сталь Л53»; второй — особенности распределения НV системы «шов — термоупрочненная с различных температур сталь 65Г»; третий — сравнительное аналитическое рассмотрение распределений НV «сталь Л53 — шов — термоупрочненная сталь 65Г» [1,3,7,8].
В соответствии с планом методологии проведения анализа полученных результатов рассмотрим распределение HV «шов — основной металл». После компьютерной обработки результатов экспериментальных данных получены эпюры распределения HV по вектору «шов — основной металл» для каждого материала отдельно и «сталь Л53 — шов — термоупрочненная сталь 65Г» (рисунок 1).
Для оценки экспериментальных данных будут использованы эпюры распределений, отображенные на рисунке 1 а и б. Анализ полученных результатов будет проводиться: первое — отдельно для каждого распределения; второе — методом сравнения. Твердость металла шва в областях сталей Л53 и 65Г фактически одинакова. Это говорит о том, что количество углерода в стали и отсутствие или присутствие предварительной термообработки не оказывает заметного влияния на свойства металла шва (таблица. 1).
Таблица 1.
Распределение HV по участкам сварочного шва
| Марка стали | Металл шва,
Нv Ш. |
Зона сплавления,
Hv з.с. |
Переходная
зона, Hv П.з. |
Основной
металл, Ну О.м. |
| Л53 | 285 | 390 | 225 | 240 |
| 65Г | 290 | 850 | 340 | 440 |
В свою очередь, максимальные значения HV в зоне сплавления резко возрастают, что отвечает классическим представлениям (рисунок 1 а, б). При этом твердость в области стали Л53 составляет 390HV (рисунок 1 а), а в зоне стали 65Г — 850Hv, т. е. в 2,2 раза меньше.
Столь высокое значение HV для зоны стали 65Г можно объяснить рядом факторов. Первый – наличие большого количества углерода в сравнении со сталью Л53. Второе – присутствие закалочных структур в виде нижнего бейнита и мартенсита. Третье – наличие марганца обеспечивает снижение критических точек А3, А1 и способствует увеличению твердости.
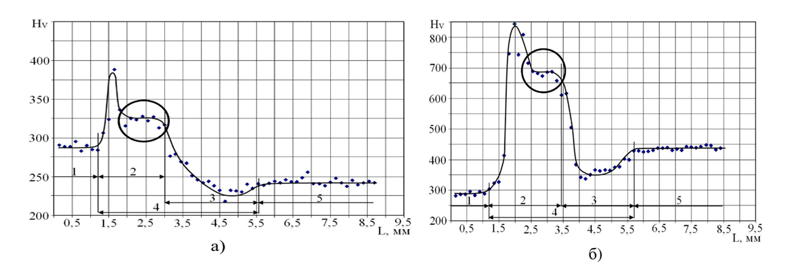
Рис. 1. Распределение HV по участкам сварочного шва систем:
а) «шов — сталь Л53» б) «шов — сталь 65Г», термоупрочненной от t = 840 °С. (где 1- шов (ш.), 2- зона сплавления (з.с.), 3- переходная зона (п.з.), 4- зона тер-мического влияния (з.т.в.), 5- основной металл (о.м.). — вектора измерений 2 и 3
Такая твердость соответствует мартенситному состоянию (HV850 примерно равно 62HRC), что в определенной мере повышает вероятность образования шовных трещин и снижает способность сопротивляться ударным нагрузкам. Микротвердость же зоны сплавления в области стали Л53 составляет (в пересчете с HV) 40HRC и не представляет опасности с точки зрения появления трещин. В то же время наличие всплесков микротвердости указывает на увеличение напряжений на структурном уровне (напряжения второго рода).
Отличительной особенностью распределения НV для областей обоих сталей является присутствие площадки, характеризующейся стабильным значением (рисунок. 1 а, б; выделена окружностью). Образование в зоне сплавления области с относительно постоянной микротвердостью связана с процессом кристаллизации, в чем-то схожим с затвердеванием слитка спокойной стали в изложнице. В первый период происходит образование кристаллов на поверхности шва и в районе основного металла из-за высокого и неравномерного отвода тепла. Кристаллизация рассматриваемого участка идет при сравнительно равномерной температуре, что приводит к появлению равноосных структур. Хотя для обоих областей твердость соответствует закалочным структурам вследствие наличия термоупрочнения, для зоны закаленной стали она выше в 2 раза, чем для области стали Л53 (рисунок. 1 а, б), т. е. закалка оказывает существенное влияние на свойства сварного соединения [12,13,14].
Переходные зоны характеризуются падением твердости ниже уровня Нv основного металла, что связано с возникновением растягивающих напряжений в момент формирования сварного соединения и, как следствие, нарушением плотности структуры. НV основного металла для стали Л53 соответствует твердости опытных образцов в исходном их состоянии — НV240. Для стали же 65Г (таблица 1) микротвердость снижается до НV440 при твердости исходного образца НV650. Это указывает на прохождение отпуска, снижающего степень образования трещин. Таким образом, распределение НV в поперечном направлении опытного образца имеет сложный характер. Отмечается одинаковая картина эпюр НV для обоих изучаемых материалов при существовании различии в значениях микротвердости. Для сравнительной оценки напряженного состояния рассматриваемого сварного соединения были введены параметры ΔН1, ΔН2, ΔН3, ΔН4 (таблица 2), представляющие собой отношение значений микротвердостей между характерными участками. Величина ΔН1 равна отношению максимальной НVmax з.с. зоны сплавления к НV ш. металлу шва; ΔН2 — характеризуется отношением НVmax з.с. к НV о.м. основного металла; ΔН3 равно отношению НVmax з.с. к минимальному значению НVmin п.з. переходной зоны; ΔН4 – представляет собой отношение микротвердости основного металла (НVо.м.) к минимальной микротвердости переходной зоны (НV min п.з.). Нужно сказать, что ΔН1, ΔН2, ΔН3, ΔН4 могут служить косвенными, показателями величины остаточных напряжений металлических систем, образующихся на структурном уровне.
Таблица 2.
Относительная характеристика твердости.
| Марка стали | Отношение участков НV | |||
| ΔН1 = | ΔН2 = | ΔН3 = | ΔН4= | |
| Л53 | 1,37 | 1,63 | 1,73 | 1,07 |
| 65Г | 2,93 | 1,93 | 2,43 | 1,25 |
Нередко форма распределения НV в ЗТВ совпадает с формой распределения остаточных напряжений. Как следует из таблицы 2, любое ΔН для области стали 65Г превышает аналогичные значения зоны стали Л53, что говорит о повышенных напряжениях в сварном соединении. ΔН2 и ΔН4 отличаются между собой на незначительную величину в отношении обоих сталей, однако учитывая высокие значения зон НV для области стали 65Г, следует полагать, что и напряжения в этом случае будут повышенными. Из численных значений, представленных в таблице 3, наибольшие ΔН характерны для области стали 65Г-ΔН3 =2,43. В свою очередь это указывает на относительно высокую вероятность образования трещин. В соответствии с задачами исследований проводилось изучение распределения HV всех сварных соединений, стали Л53 со сталью 65Г, термообработанную с различных температур, в статье приведены результаты испытании только по стали 65Г. Высокие скачки микротвердости в зонах сплавления (рисунок 1 а и б) для сварочного шва всех пластин указывает на наличие твердых структур (мартенситной), а следовательно и значительных внутренних напряжениях на данных участках [7,8,10,14].
Третий этап исследований сварного соединения предусматривает анализ распределения HV с охватом всех его областей одновременно, и поэтому графическая интерпретация носит весьма сложный характер. Проводить подобный анализ заданной эпюры нет необходимости, т. к. ранее по тексту явления, происходящие в соединении, рассмотрены достаточно подробно. Однако есть некоторые замечания.
Первое – наиболее опасным сечением, с точки зрения образования трещины, является переходная зона от шва к основному металлу – термоупрочненной стали 65Г, т. к. в данном месте твердость имеет максимальный показатель, значительно превышающий все остальные HRC характерных участков.
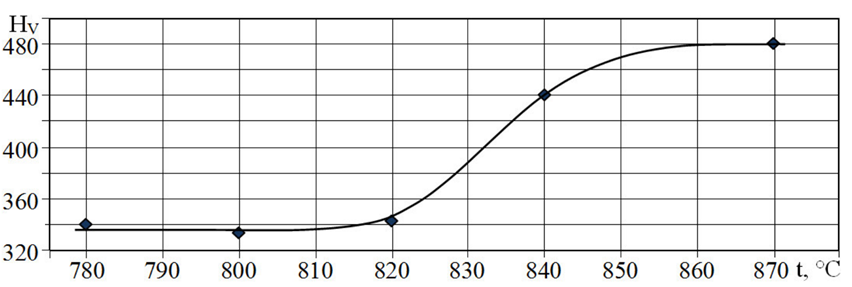
Рис. 2. Изменение значений НV основного металла системы «шов — сталь 65Г» в зависимости от t ° термоупрочнения стали 65Г.
Второе – отмечается рост твердости основного металла на достаточном удалении от шва, что связано с наличием закалочных процессов.
Наряду с рассмотренной эпюрой для сварного соединения стали Л53 со сталью 65Г, закаленной с температуры 840 °С, получены эпюры и для соединений. Оценка свойств сварных соединений из стали Л53 и термоупрочненной с различных температур стали 65Г позволила выявить следующее: — эпюры распределения HV в сечениях, перпендикулярных поверхности и параллельном ей, носят сложный характер, обусловленный разнородностью свойств сталей; — выявлено наличие в переходных зонах участков с постоянной твердостью; при переходе от зоны термического влияния к основному металлу имеют места «провалы» микротвердости; — опасным сечением является участок переходной зоны в области расположения стали 65Г;
— в вертикальных сечениях наблюдается снижение микротвердости основного металла, оказывающее положительное влияние на стойкость к разрушению.
Установлено: — зависимость износостойкости при возрастании твердости имеет сложный характер, и повышение HRC более 53-54 единиц не приводит к увеличению С, а рост стойкости к абразивному изнашиванию происходит также до 53-54HRC с последующей стабилизацией; — максимальная износостойкость присуща образцам с твердостью 53-54HRC, подвергнутых закалке в воде с температур 820 — 840°С; — полевые испытания плужных лемехов подтверждают результаты лабораторных исследований, где показано, что повышение твердости более 53-54HRC не приводит к приросту износостойкости и даже снижает её.
Выводы:
Исходя из полученных результатов, следует, что увеличение твердости более 53 — 54HRC при повторном термоупрочнении не приводит к повышению абразивной износостойкости. Оптимальной является повторная закалка в воде стали 65Г от температур 820 — 840 °С, обеспечивающая твердость 53 — 54HRC.
References
1. Аулов, В.Ф. Результаты полевых испытаний упрочненных рабочих органов почвообрабатывающих машин / В.Ф. Аулов, П.В. Лужных, А.В. Кирейнов, А.В. Рыбалкин, А.Н. Строев // Труды ГОСНИТИ. – 2013. – Т. 113, часть 2. 300-309с.2. Аникин А.А., Тимофеев В В., Елютин С.Б., Аникин А.А., Бадерский С.В. Способ упрочнения лезвий рабочих органов почвообрабатывающих орудий // патент России № 2420601. 2011. Бюл. № 16.
3. Гусев С.С. Восстановление качества отработанных нефтяных масел с помощью ПГС-полимеров на сельскохозяйственных предприятиях. / Автореферат диссер... на соискание ученой степени канд. техн. наук / "МГАУ им. В.П. Горячкина". Москва, 2006.
4. Гусев С.С. Физико-химическая очистка отработанных минеральных масел с помощью полимерных материалов. / Мир нефтепродуктов. Вестник нефтяных
компаний. 2006. № 6. С. 4.
5 Карапетян М.А., Мочунова Н.А. Воздействие ходовых систем машинно-тракторных агрегатов на плодородие почв. / Монография. Москва, 2017. С. 147.
6. Карапетян М.А., Шипанцов A.M. От предпосадочной подготовки почвы зависит производительность картофелеуборочного комбайна и качество уборки
клубней. / Картофель и овощи. 2012. № 4. С. 7.
7. Михальченков, А.М. Влияние твердости термоупрочненной стали 65Г на износостойкость и ресурс плужных лемехов / А. М. Михальченков, А. А. Новиков // Техника и оборудование для села. – 2016. – № 8. С. 45-48.
8. Новиков А.А. Повышение долговечности плужных лемехов их восстановлением термоупрочненными компенсирующими элементами. / Диссертация на соискание ученого звания кандидат технических наук. Брянск 2017. С. 185.
9. Теловов Н.К., Тойгамбаев С.К. Обработка почвы нечерноземных земель РФ глубокорыхлителем -удобрителем для увеличения производства сельскохозяйственных культур. / Агропродовольственная экономика. 2019. № 10. С. 7-16.
10. Тойгамбаев С.К., Апатенко А.С., Матвеев А.С. Техническая эксплуатация транспортных и транспортно-технологических машин и оборудования.
/ Учебное пособие. Изд. «Спутник +» Москва, 2021. С. 237.
11. Тойгамбаев С.К. Технология производства деталей транспортных и технологических машин природообустройства. / Учебник. Изд. «Спутник +». Москва. 2020. С. 484.
12. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.
13. Тойгамбаев С.К., Апатенко А.С. Анализ износа деталей транспортных и технологических машин. / Методическое пособие. Изд. “Мегаполис”. Москва. 2020. С. 25.
14. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.