Introduction
The infrastructure that provides domestic machine-building enterprises with metal-cutting tools plays an important role in the production process [1, 5, 10]. The problem of instrumentation becomes especially urgent in modern conditions, characterized by global instability and rupture of supply chains [9, 11]. Modern production of cutting tools is a special area of machining. Compared to the production of engineering parts, the requirements for the accuracy of tool manufacturing are much more stringent [8]. Moreover, the technology for manufacturing tools is also characterized by increased complexity, due to the use of expensive and difficult-to-process tool materials, to save which the process uses welding with cheaper steels, after which mechanical processing necessarily occurs in two stages: before and after heat treatment [6] . Tool processing following heat treatment is significantly more complicated due to changed material characteristics, such as hardness, brittleness, red-hardness, etc., which makes it difficult to achieve increased accuracy requirements.
In such a situation, it is advisable to achieve maximum specialization of production [3, 4], however, problems arise with the geometric parameters of the tools — they are divided into groups in some sizes of the cutting part, for example: diameter, helix angle, main and auxiliary back and front angles, thickness drill ribbons, etc. Shanks are also divided into groups with different sizes, but there are much fewer such groups, for example, tool Morse tapers have 7 variations according to GOST 25587. However, the production of the shank is not separated from the production of the cutting part due to accuracy considerations — when adding assembly connections, assembly errors appear , due to which the requirements for production increase even more [7].
Methods The purpose of the work is to identify the most optimal methods and methods of production in modern conditions, which are based on the basic principles of organizing the production process — rhythm, productivity, flexibility. The work used methods of mathematical modeling, statistics, and system analysis.
Results
A modular tool is an assembly of a cutting part and a holder equipped with a shank. Using Seco’s E3476 5820 0885 cutter as an example, an example of a modular tool design will be demonstrated.
First of all, due to the requirements for reliability, the holder and the cutting head are equipped with threads of the same diameter, ensuring the strength of fastening the head in the holder; the design of the holder also includes a threaded hole for fastening in the machine, similarly ensuring the strength of this connection, as well as a metal balancer cylinder in the holder design, which ensures smooth rotation by increasing the mass of the tool.
Further, due to the requirements for accuracy, the design includes tight tolerances for the cylindrical holes at the ends of the holder, provided to ensure high-precision fastening to the cutter head and to the machine. Also high demands are placed on the shank, by analogy with a solid cutting tool. An external groove at the largest diameter provides additional possibilities for fastening in the machine [12].
After this, it is necessary to ensure the required functionality and the possibility of mass production. After ensuring the required accuracy, it is important to ensure a number of indicators: quick change of cutting heads, which occurs due to a simple method of fastening through a thread, the presence of grooves that help quickly secure the mandrel in the correct position, the presence of a cone connecting the shank to the cutting head. Additional functionality was also provided in the form of a groove, which allows you to determine the depth to which the cutter can be lowered into the hole.
Lastly, the threaded head incorporates carbide insert connection methods to enable machining with extremely expensive and efficient material, however the threaded head does not necessarily include carbide inserts in its design and different heads can be interchanged for different reasons due to the threaded connection.
Thus, to be able to connect the cutting part with the holder, it is sufficient to match the thread and the shaft associated with this thread. This design makes it possible to produce holders separately from the cutting part and thus establish mass production of standardized holders, for which it will be possible to select a cutting part from a number of matching assembly parts.
Currently, modular tools are not widely used in the world, but they are gradually being introduced into manufacturing firms. Tool companies create various catalogs for viewing and selecting suitable modular tools.
Area of application: CNC and OC machines. They are fixed into the machines using a special mandrel, and the torque is transmitted by a cone. Changing the tool occurs through changing the cutting head [2]. Also, due to the small size of the cutting head and ease of assembly with the holder, automatic fastening in the OC is possible.
Leading enterprises are trying to expand the production of modular tools, because thanks to their lower cost, the enterprise will be able to sell more tools and make greater profits, while customer enterprises can reduce the cost of producing their goods.
The cost reduction occurs due to the fact that the tool production process can be partially automated, which will reduce the costs of administrative work and employee work and increase productivity. Also, additional savings will occur due to the reduction in cost of tool replacement — changing one cutting part is much cheaper than changing the entire tool.
This practice has found application in some foreign enterprises, for example, Sandvik and Seco have been producing similar tools for more than a decade, but their use is still not widespread for various reasons, but primarily due to the need to purchase a set of more expensive holders and due to the fact that current tools meet the requirements placed on them.
Discussion
However, in the long term, switching to modular tools allows you to achieve higher profit margins. To assess cost reduction, calculations will be made to determine the payback time and the change in time to replace the tool.
To begin with, you should compare the service life of a solid cutting tool with a cutting head. The service life of cutters with a diameter of 40 mm, at a cutting speed of 150 m/min, with a feed per tooth of 0.11 mm/tooth and a cutting depth of 20 mm: modular 96 minutes, and solid 90 minutes. The difference in the durability of cutters determines the frequency of tool changes, so in the future the price of a solid cutter should be increased by multiplying it by the ratio of tool durability:
The price of the cutting head “CoroMill® 419 face mill”, equipped with carbide inserts, from Sandvik is 3728 rubles, the price of the mandrel “Sandvik C6-391.CGB-12 092A” for it is 22254 rubles, the price of a functionally similar cutter 2020-0001 , also equipped with carbide inserts, 4008 rubles, and taking into account the shorter service life of the cutter, which leads to approximately 1.07 more frequent changes: 4289 rubles.
Then the number of tool changes for the payback of the cutting tool is equal to the ratio of the price of the holder to the savings in money when changing the cutting tool — 40 pcs.
Thus, after changing 40 cutting heads, the modular tool becomes more cost-effective. However, since replacement involves additional problems with the transition to cones of other standards, not all enterprises are ready to incur such costs, which is why such instruments remain unpopular.
As a result, there is a problem of lack of mass, standardized production of modular tools, which ultimately has a negative impact on the economic efficiency of modular tools.
To compare the speed of changing a modular and solid tool, it is enough to compare the speed of replacing the cutting part: for a solid cutter, you need to unscrew the stud, remove the cutter, take another cutter, screw the stud and insert it into the chuck, then tighten it, and for a modular cutter, just unscrew the lightweight threaded head and replace it to the other, then tighten. All operations in the first case take about 2 minutes, while with a modular cutter a person can replace the threaded head in an average of 30 seconds or half a minute.
If it is necessary to change the cutter each operation, depending on the duration of processing, it will be possible to speed up processing by reducing the time for auxiliary operations [6]. Below is a graph of the dependence of part of the auxiliary time on the duration of processing (Figure 1).
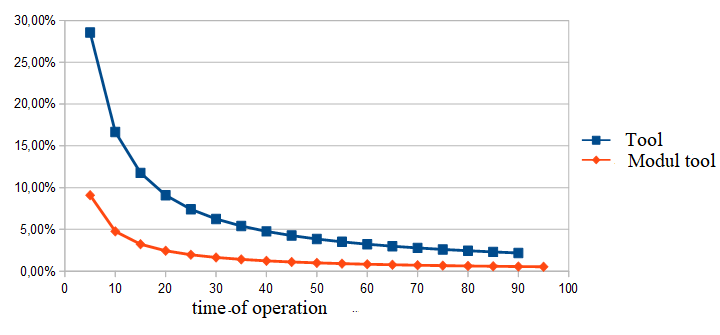
Figure 1 — graphs of the portion of auxiliary time for changing tools from the total duration of the operation.
Thus, the modular tool allows you to significantly reduce the time of auxiliary operations. However, the above calculations were made for manual tool changing — by automating the process in the OC, a further reduction in time is possible. Thus, modular tools provide a significant increase in productivity.
Next, having received the number of replaceable tools for payback and the part of the operation occupied by tool change, as well as having a durability period, you can create a graph of the payback rate of the tool depending on what part of the working time the tool works. For construction, we assume that the instrument operates under the same modes as indicated above, and also that the operation time is 5 minutes.
In this case, the payback time is equal to the number of replaceable tools calculated above, multiplied by the operating time of one tool: T=nTst.
The calculations show that the payback of the tool depends on the frequency of its operation (Figure 2).

Figure 2 — payback period of the tool depending on the frequency of its operation (compiled according to the authors’ calculations)
Thus, with active use of the tool, the payback in the selected model will occur in 81.7 hours of working time, which, translated into eight-hour working days, will be about 10 days.
Conclusion
The study showed that the production and operation of modular tools is expedient and cost-effective within machining shops in which tool changes are regular, which in the future provides the possibility of significant savings due to cheaper tools. However, the lack of need to use modular tools, the lack of mass production technologies and orders from consumer enterprises lead to an increase in the price of modular tools and an increase in the payback period.
When analyzing economic indicators, it was found that the tool will pay for itself with active use in less than 11 days, and will allow for more efficient use of time. However, it is extremely rare to encounter processing that uses a single tool, even within the same workplace. In this regard, it is necessary to determine what part of the processing is occupied by the selected tool, after which it will be possible to determine a more accurate time required to ensure savings.
References
1. Bobkov A.N., Slavyanov A.S. Features of the organization of the production process and instrumental management in conditions of instability // Economics and business: theory and practice. 2023, no. 7. - pp. 15–19.2. Bobkov A.N., Slavyanov A.S., Khrustalev E.Yu. Approaches to the organization of instrumental infrastructure at agricultural engineering enterprises in conditions of instability // Scientific journal KubGau. 2023, No. 191 (07). — pp. 296–301.
3. Bobkov A. N., Slavyanov A. S. Approaches to building an automated system for instrumental support of an enterprise // Product quality control, November 2023
4. Guryshev A.P. Problems of tool shops of machine-building plants // STIN. 2007. No. 3. P. 37-38.
5. Zharkevich O.M., Belyakina A.A. Tool management of the enterprise // Mechanical engineering technology. 2021. No. 12. pp. 48-54.
6. Mikhailov M.I. Prefabricated metal-cutting mechanized tools: resource-saving models and designs // Gomel, 2008. 256 p.
7. Mikhailov M.I. Analysis of load backup of prefabricated internal milling cutters // Bulletin of Baranovichi State University. Series: Technical Sciences. 2016. No. 4. P. 55-61.
8. Ponomarev A. I., Ignatiev A. A. “Assessment of the durability of a cutting tool during turning based on calculating the oscillation index of the dynamic system of the machine” - Electronic scientific journal “Engineering Bulletin of the Don” No. 4. 2023 – ISSN: 2073-8633
9. Slavyanov A.S. Approaches to assessing damage from downtime caused by failures in supply chains // Innovations in management. 2023, No. 1 (35). — P. 58–64.
10. Falko S. G. The science of organizing production: history, modernity, prospects. - M.: Society "Knowledge" of the RSFSR, 1990. - 56 p.
11. Falko S.G. Controlling for the manager. – M.: Institute of Controlling, 2006. – 196 p.
12. Chinnov A.A., Kurdov A.V. Metal-cutting tools // Alley of Science. 2020. T. 1. No. 1 (40). pp. 250-253.