Abstract: Based on a review of the literature and typical technological processes, the key causes of dust formation, the ways of dust clouds propagation, the potential consequences for the health of the personnel and the production line, as well as effective engineering and management solutions, including localization, dust removal, real-time monitoring, personnel training programs and prevention.
Keywords: powder paints, dust formation, negative factors, control methods.
Порошковые краски – это тип покрытия, которое наносится в виде рассыпчатого сухого порошка. Нанесение производится в основном электростатическим методом, а отверждение под воздействием тепла или ультрафиолетового излучения.
Состав порошковых красок основан на системах полимерных смол в сочетании с отвердителями, пигментами, выравнивающими добавками, модификаторами текучести и прочими добавками.
Технология производства порошковых материалов состоит из пяти основных операций:
-дозирование гранулированных пленкообразующих смол, порошкообразных наполнителей и пигментов в порошковую композицию;
-смешение дозированной смеси в миксерах роторного типа;
-гомогенизация в двухшнековых экструдерах с выдавливанием и нарезкой «чипсов». Температура расплава варьируется от 90 до 120°С;
-измельчение чипсов, полученных в экструдере, на специальных мельницах;
-фасовка и упаковка порошковых красок.
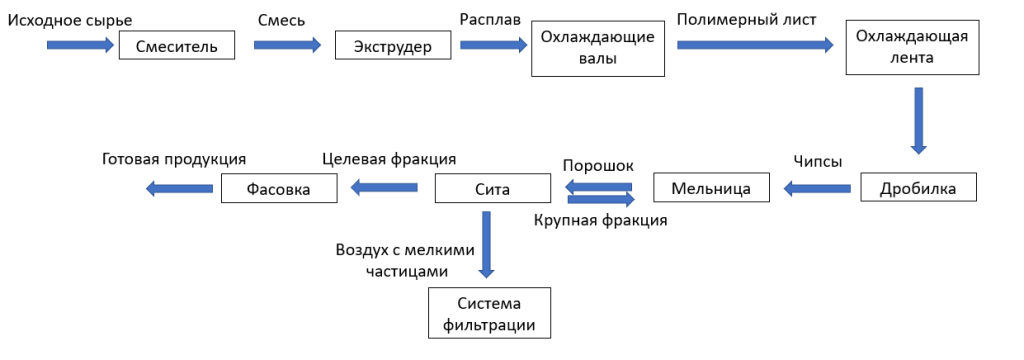
Рисунок 1 Схема производства порошковых красок.
Пыль в промышленных условиях представляет собой взвесь твердых частиц размером от нескольких десятков до долей микрометра, которые медленно оседают в воздухе.
Причины пылеобразования при производстве порошковой краски можно разделить на три вида: физико-механические, технологические и эксплуатационные.
- Физические и механические причины:
- Износ и разрушение компонентов порошковой смеси — частицы краски и связующего под воздействием ударов, температуры, трения и скребкового сдвига могут распадаться на мелкие фракции. (этому способствует интенсивные режимы работы оборудования.)
- Влажность и агломерация — поглощение влаги может изменить прочность связей между частицами, способствуя образованию мелких частиц во время обработки и сушки.
- Технологические причины:
- Эффект перегрева и термодинамические процессы — при сушке, извлечении влаги и переработке частиц могут происходить процессы частичного плавления и кристаллизации, способствующие образованию мелких частиц.
- Смешивание и переработка отходов — переработка вторичных материалов может увеличить общее количество пыли из-за более высокой доли мелких частиц.
3.Эксплуатационные и организационные причины:
- Неэффективность систем пылеулавливания — недостаточная эффективность фильтров, утечка порошка в местах соединения трубопроводов, пневмопроводов и смесительных камер могут привести к образованию зон запыления за пределами рабочего пространства.
- Интенсивные рабочие смены и динамические режимы — внезапные пуски и остановки оборудования, могут привести к образованию свободной пыли.
- Режимы уборки и технического обслуживания — открытые пылесборники, не полностью герметизированные зоны технического обслуживания, сухая уборка и неполная очистка оборудования приводят к вторичному образованию пыли и ее перераспределению по производственным помещениям.
Образовавшаяся при производстве порошковых красок пыль оказывает негативные последствия на здоровье персонала, повреждает оборудование и ухудшает качество производимой продукции. Рассмотрим более подробно каждый из перечисленных негативных факторов.
- Опасность для здоровья сотрудников:
- Повышенная нагрузка на дыхательную систему из-за вдыхания мельчайших частиц — возможное раздражение аэрозолем, хронические респираторные расстройства и реакции повышенной чувствительности.
- Длительное воздействие тяжелых металлов, редкоземельных элементов или органических растворителей, входящих в состав порошковой краски, может привести к физиологическим нарушениям и снижению общего уровня иммунитета.
- Психофизические эффекты связаны с непрерывной работой в условиях повышенной пылевой активности, что приводит к переутомлению, снижению концентрации внимания и частым ошибкам при выполнении технологических операций.
- Повреждение оборудования и технологического процесса:
- Засорение фильтров, трубопроводов и форсунок приводит к снижению эффективности пылеулавливания, увеличению энергопотребления и преждевременному износу транспортных узлов.
- Взрывобезопасность — порошковые смеси обладают минимальной искро-опасностью и высокой степенью воспламенения (запыленные участки могут стать источниками пожара или взрыва при наличии источника воспламенения).
- Влияние на качество продукции
- Снижение качества краски из-за попадания посторонних фаз в состав краски, что приводит к отклонению параметров полимеризации и растрескиванию покрытия.
Для снижения негативных факторов пылевого воздействия на предприятии по производству порошковых красок ООО «Роял Групп» применяются следующие методы контроля:
Инженерные меры:
- Предотвращение образования пыли — сведение к минимуму источников пыли на этапах приготовления, розлива и транспортировки; при необходимости использование пылеулавливающих и влагосодержащих добавок.
- Эффективное удаление и фильтрация пыли — герметизирующие компоненты; использование локальных вытяжных систем с высокой степенью улавливания и фильтрами с низким сопротивлением; а также автоматические самоочищающиеся фильтры.
- Управление динамикой аэрозоля — распределение зон с высокой пылеактивностью, защита источников пыли и поддержание отрицательного давления во взрывоопасных зонах.
- Безопасность и взрывозащита — разделение зон в соответствии с их классами пожаро- и взрывоопасности, предотвращение образования пылевых облаков в зонах, подверженных искрообразованию, и установка систем пылеподавления в случае обнаружения аномалий.
- Обучения персонала — регламентированные инструкции по работе с пылью, чистке и техническому обслуживанию систем пылеулавливания, обучение по предотвращению взрывов.
- Процедуры очистки и технического обслуживания — регламентированный график уборки, использование соответствующих средств индивидуальной защиты, контроль состояния рабочих поверхностей.
- Контроль доступа и управление материальными потоками — ограничение передвижения по зонам с высоким уровнем запыленности, хранение компонентов в закрытых контейнерах и контроль расхода материалов.
- Мониторинг концентрации пыли — регулярное измерение концентрации аэрозолей в рабочих зонах, определение пороговых значений тревоги и реагирование на превышение этих пороговых значений.
- Карты зон риска — моделирование распределения пыли по всему объекту, выявление узких мест и определение местоположения точек сбора пыли.
Введение данных методов контроля на предприятии осуществлялось поэтапно. Основными этапами на пути к безопасному производству стали:
- Аудит существующих систем сбора, транспортировки и хранения пыли.
- Разработка плана действий по модернизации компонентов и процессов.
- Внедрение датчиков запыленности и систем контроля, установка пороговых значений и автоматическое отключение.
- Обучение персонала и внедрение правил очистки и технического обслуживания.
- Периодический аудит эффективности мер и корректировка параметров.
Запыленность при производстве порошковых красок требует комплексного подхода, сочетающего инженерные решения, организационные мероприятия и мониторинг. Эффективная система пылеулавливания снижает риски для здоровья сотрудников, поддерживает работоспособность оборудования и обеспечивает стабильность выпускаемой продукции.
References
1. Мюллер Б., Пот У. Лакокрасочные материалы и покрытия. Принципы оставления рецептур.М.: Пэйнт-Медиа, 2007. 237 с2. Квасников М. Ю. Технология лакокрасочных покрытий: учеб. пособие – М.: РХТУ им. Д.И. Менделеева, 2021 - 400 с.
3. Яковлев А. Д., Яковлев С. А. Лакокрасочные покрытия функционального назначения. СПб.: ХИМИЗДАТ, 2016. 272 с.
4. Орлова О. В., Фомичева Т. Н. Технология лаков и красок. – М.: Химия, 1990. – 384 с.
5. Драгина, О. Г. Технология конструкционных материалов : учебник / О. Г. Драгина, П. С. Белов. – Москва : Ай Пи Ар Медиа, 2026. – 340 с. – ISBN 978-5-4497-4969-7. – EDN RDEZAP.
6. Технологическое обеспечение качества / В. А. Макаров, О. Г. Драгина, М. И. Седых, П. С. Белов. – Москва; Берлин : ДиректМедиа, 2015. – 101 с. – ISBN 978-5-4475-4080-7. – EDN UDINFF.
7. Опасные и вредные производственные факторы / Д. Ю. Артамонова, П. С. Белов, С. Л. Махов, Д. С. Воробьева // Развитие науки и образования: актуальные тенденции и инновации : сборник докладов региональной научно-практической конференции, Егорьевск, 18 апреля 2024 года. – Егорьевск: Общество с ограниченной ответственностью "Научный консультант", 2024. – С. 673-676. – EDN OEXWSY.
8. Проблемы взаимодействия человека, общества и природы: концепция устойчивого развития и ее реализация в России / П. С. Белов, А. А. Бровченко, О. А. Бровченко [и др.]. – Нижний Новгород : Профессиональная наука, 2021. – 107 с. – ISBN 978-1-312-75403-4. – EDN OZMIXI.
9. Современные исследования в области технических и физико-математических наук / Т. В. Аветисян, А. А. Бровченко, О. А. Бровченко [и др.]. – Нижний Новгород : Профессиональная наука, 2023. – 47 с. – ISBN 978-5-907607-22-4. – DOI 10.54092/ 978-5-907607-22-4. – EDN VMVMWT.
10. Классификация видов аддитивного производства / А. А. Бровченко, О. А. Бровченко, П. С. Белов, Л. Э. Шварцбург // Вестник МГТУ "Станкин". – 2022. – № 4(63). – С. 37-41. – EDN AEOSBJ.