Abstract: In this scientific work, the author briefly analyzes the features of the implementation of the "Drum-Buffer-Rope" algorithm in the management of printing production. To do this, the author examines the essence and characteristics of the theory of constraints as such and the algorithm in question in particular. Then the author studies a specific practical example that confirms the stated theoretical postulates regarding the effectiveness of the implementation of the "Drum-Buffer-Rope" algorithm in the management of printing production. In the conclusion of the scientific article, the author also notes that this tool, despite all its advantages, still cannot be called universal, possible for use in absolutely any organization. The object of this scientific study is the features of the economic state of the Russian civil aviation industry in the context of sanctions pressure. The purpose of this scientific study is a comprehensive, consistent analysis of the features of the implementation of the "Drum-Buffer-Rope" algorithm in the management of printing production. The methods of this scientific research: comparative analysis, dialectical, statistical, mathematical, generalization, specification, systematization, deduction, and other methods of theoretical and practical levels of scientific knowledge. The scientific novelty of this scientific research lies in the preparation of a comprehensive study, the formation of the author's conclusions regarding the features of the implementation of the "Drum-buffer-rope" algorithm in the management of printing production. This scientific article will be useful to theorists, practitioners, students and faculty of economic and other areas of training, as well as a wide range of readers interested in the problems and prospects for the development of the implementation of the "Drum-buffer-rope" algorithm and the management of printing production in general.
Keywords: theory of constraints, Goldratt's theory, theory of constraints of systems, general characteristics, production management, types of constraints.
Теория ограничения систем, которая в широких массах получила название «Барабан-буфер-канат», является одной из наиболее распространенных на практике совокупностью управленческих решений, целью применения которой выступает организация системы продвижения товара, генерирование новых стратегических решений [2]. По своей сути данная методология представляет собой прямую зависимость показателей эффективности любых видов экономической деятельности от умения непосредственно находить и управлять ограничениями как таковыми. Актуальность и широкая востребованность данной концепции на практике объясняется современными тенденциями и становлением цифровой экономики, а также всеобщим процессов информатизации общества.
Автором концепции выступает палестинский ученый и писатель
Э.М. Голдратт, который разработал данную теорию еще в 80-е годы ХХ века и довольно быстро повсеместно внедрил ее в практику. Перед разработкой концепции исследователь ставил перед собой следующие актуальные вопросы:
– что изменять, т.е., на какой именно объект необходимо оказать влияние в данном алгоритме;
– на что именно менять, т.е., каким в результате будет итоговое управленческое решение;
– каким образом обеспечить данные изменения, т.е., какими должны быть условия, необходимые для эффективности бизнес-процессов.
Преимуществами теории Э.М. Голдратта эксперты называют ее простоту и удобству, а также довольно широкую степень практической применимости на различных производствах, что, однако, все же сопряжено определенными ограничениями.
В основе данной концепции находится термин «ограничение», который в рассматриваемом контексте означает «узкое место» в организации бизнеса, т.е., конкретный ресурс или условие, которое находится в проблемном положении и препятствует эффективной деятельности экономического субъекта. Соответственно, данная концепция предполагает управление по конкретным «слабым» точкам объекта, т.е., оптимизацию отдельных элементов механизма – критических. На практике проблемным чаще всего бывает именно определение таких «острых» точек, поскольку к ним могут относиться не только какие-либо объекты, но также разного рода управленческие действия [1; 4].
Итак, вернемся к алгоритму «Барабан-буфер-канат» (далее – ББК), который сегодня выступает одним из наиболее востребованных среди управленцев вариантов производственно-логистической системы так называемого «проталкивающего» типа. Сущность данного алгоритма также берет свое начало в книге Э.М. Голдратта. Внешне данное изображение выглядит следующим образом и представляет собой группу школьников, собирающихся идти в поход. Видно, что скорость движения всей группы школьников логично определяется показателем скорости самого медленного ее представителя, при этом используется барабан, с помощью которого отбивается такт движения группы (рисунок 1).
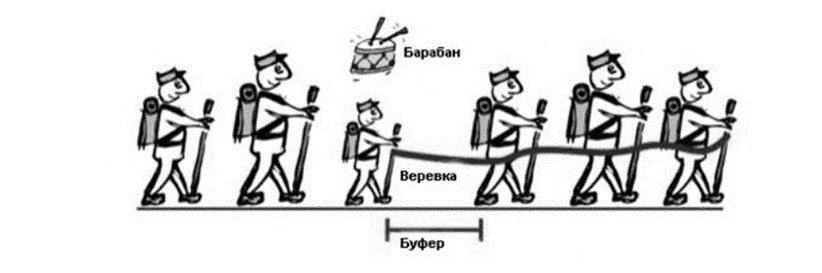
Рисунок 1. Механизм «Барабан-буфер-канат», проект иллюстрации из книги Э.М. Голдратта
Достаточно легко рассматриваемый механизм можно интерпретировать к разного рода бизнес-процессам, перенеся логически функциональный смысл представленных на рисунке элементов. Так, барабан в данном случае рассматривается как именно то самое «слабое место», поскольку именно барабан задает скорость всего производственного цикла, он же может либо ускорить его, либо снизить скорость, наоборот. Соответственно, другие «рабочие центры» представленной цепочки тоже находятся под влиянием этого инструмента. Кроме того, барабан может создать серьезные проблемы в производственном цикле, если неграмотно его использовать [3; 5].
Поэтому, чтобы функционирование барабана всегда было предсказуемым и относительно стабильным, для обеспечения этой устойчивости используются следующие инструменты – буфер и канат (иногда он также называется «веревка»). Буфер призван сохранить и обеспечить определенные временные резервы, чтобы все необходимые производственные циклы имели возможность завершиться в нужное время. В свою очередь, канат выполнять роль своеобразного связующего звена, одновременно осуществляя ограничивающий функционал, предусматривающий установление границ между реализацией различных этапов механизма.
На практике данная схема может быть реализована и несколько иным образом, что графически представлено далее, на рисунке 2.
Рисунок 2. Алгоритм реализации с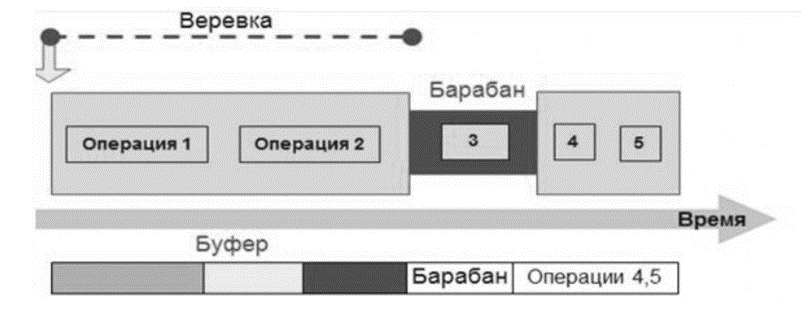 хемы «Барабан-буфер-канат»
хемы «Барабан-буфер-канат»
Рассмотрим на конкретном примере. Как видно на данном рисунке, для каждой партии объектов, которые в настоящее время еще пока не поступили в очередь к «барабану» как таковому, определяется соответствующий цвет зоны буфера, где в этот момент находится заказ – например, зеленый, желтый или красный. В свою очередь,
– зеленый цвет (серый): отображает ту ситуацию, когда для партии еще
не определено суммарное время, именно поэтому такая зона и не требует внимания;
– желтая зона (светло-серый): здесь суммарное время операций уже обозначено, например, оно может технически выглядеть как 1/3 буфера, и это время не критично;
– красная зона (темно-серый): соответственно, обозначает именно критичное выбранное время – к примеру, это 2/3. В отличие от предыдущих вариантов, такая зона требует немедленного внимания и оперативного реагирования, поскольку может кардинальным образом повлиять на весь производственный цикл в целом – например, это касается риска простоя барабана [3].
Таким образом, речь идет об организации своеобразного контрольного механизма по зонам, который позволяет сконцентрировать внимание на наиболее проблемных участках, одновременно не тратя бездумно ресурсы на то, что и так эффективно функционирует. Поэтому на практике данная схема может быть крайне позитивной с точки зрения ее общего влияния на производство предприятия.
Схематически организацию контроля по зонам можно отобразить следующим образом (рисунок 3). На рис. 3 продемонстрировано распределение зон в буфере, когда длина буфера равна утроенному суммарному времени операций.
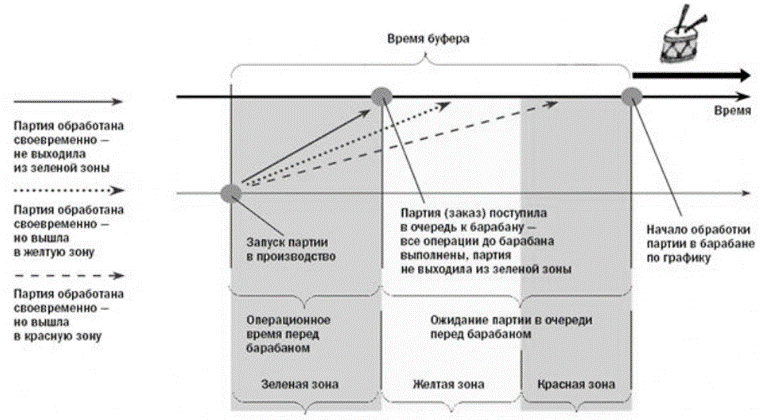
Рисунок 3. Зеленая, желтая и красная зоны в буфере, организация контроля по зонам
Проанализируем, каким образом может быть реализован механизм ББК в полиграфическом секторе производства, для чего рассмотрим деятельность одного из полиграфических предприятий средних объемов производства. В частности, динамику и результат применения данного инструмента можно наблюдать далее, в таблице 1.
Таблица 1
Результаты горизонтального анализа финансовых показателей деятельности типографии
| Показатель, млн руб | 2019 | 2020 | 2021 | 2022 | Абсолютное отклонение, в млн руб | Относительное отклонение, в млн руб |
||||||
| 2019 | 2020 | 2021 | 2022 | 2019 | 2020 | 2021 | 2022 | |||||
| Выручка | 500 | 515 | 520 | 687,5 | 15 | 5 | 20 | 167,5 | 3 | 2 | 4 | 32,2 |
| Себестоимость | 150 | 154,5 | 156 | 216 | 4,5 | 1,5 | 6 | 60 | 3 | 1 | 4 | 38,5 |
| Валовая прибыль | 350 | 360, | 364 | 471,5 | 10,5 | 3,5 | 14 | 107,5 | 3 | 1 | 4 | 29,5 |
| Управленч. расходы | 50 | 51,5 | 52 | 56 | 1,5 | 0,5 | 2 | 4 | 3 | 1 | 4 | 7,7 |
| Сбытовые расходы | 100 | 120 | 130 | 120 | 20 | 10 | 30 | -10 | 20 | 8,3 | 30 | -7,7 |
| Производств. расходы | 100 | 105 | 110 | 9 | 5 | 5 | 10 | -20 | 5 | 5 | 10 | -18 |
| Операцион. прибыль | 100 | 84 | 72 | 205,5 | -16 | -12 | -28 | 133,5 | -16 | -14 | -28 | 185,4 |
Как видно на представленных данных, внедрение алгоритма ББК в механизм производственного планирования впоследствии позволило значительным образом повысить производственные показатели, что подтверждает высказанные ранее тезисы об эффективности подобного рода модели.
В рамках анализируемого механизма в качестве барабана была использована цифровая печатная машина – т.е., ключевой «рабочий центр» модели, наблюдать который можно далее, на рисунке 4. Соответственно, канатом в данном примере выступает разработанный производственный график, который нацелен на предотвращение так называемых «полуфабрикатов» в систему в более высоком темпе, чем предусмотрено изначально.

Рисунок 4. Цифровая печатная машина – «рабочий центр» реализации механизма ББК на полиграфическом предприятии
Аналогичным образом можно выбрать любой другой ярко выраженный проблемный «рабочий центр», в каждом из функционирующих направлений деятельности. Соответственно, в подобных условиях алгоритм ББК действует достаточно эффективно. В свою очередь, если «узкое место» определить сложно – в некоторых случаях можно наблюдать так называемую «миграцию», то фактически практическая реализация рассматриваемого механизма может вызвать трудности. Тем не менее, в более общем виде ББК действительно достаточно эффективна на практике, и это подтверждается практическими исследованиями.
Эксперты отмечают, что вполне вероятно использовать также упрощенный вариант рассматриваемой схемы. В таком механизме, как пишут исследователи, в учет принимается допущение, согласно которому в качестве ограничения выступает непосредственно потребитель, а мощности анализируемого производства, в свою очередь, превышают потребительский спрос [5; 8]. В подобной ситуации следует говорить о необходимости акцентирования внимания на плановых операциях передачи готовой продукции предприятия потребителю как того самого барабана, который «задает такт» действию всего механизма целиком.
В заключении исследования также обозначим и некоторые недостатки, которые специалисты обозначают как существенные препятствия в организации и функционировании механизма ББК на практике. Так, традиционно выделяются следующие:
– ограниченная сфера применения, т.к. для реализации требуется наличие «слабых», «узких» мест, где такая схема наиболее удобна и эффективна по результатам;
– сложность идентификации «узких» мест – как уже отмечалось ранее, далеко не всегда подобные точки легко выявляются, а иногда они могут изменяться;
– невозможность учета социальной динамики и человеческого фактора: здесь необходимо говорить о том, что рассматриваемый механизм является полностью направленным на автоматизацию, и это исключает учет разного рода социальных факторов, что на практике может негативно повлиять на эффективность деятельности;
– также обозначим такие негативные свойства механизма как риски, связанные с централизацией управленческих процессов, краткосрочный подход, ограниченная масштабируемость, сопротивление изменениям и корректировке, а также зависимость от правильных данных;
– иное [7; 9].
Все изложенное, таким образом, свидетельствует о том, что механизм ББК, несмотря на свое широкое практическое распространение и высокую эффективность, тем не менее, не может быть абсолютно применимым, зачастую обладает серьезными организационными, техническими, иными препятствиями, что, соответственно, не позволяет считать инструмент ББК универсальным методом.
Таким образом, подведем итоги изложенному в настоящей статье материалу.
Схема «Барабан-буфер-канат» получила свое распространение на практике из разработок ученого Э.М. Голдратта, который графически отображал сущность алгоритма в виде группы школьников, собирающихся в поход [10]. Сегодня ББК – это актуальная и широко востребованная на практике схема оптимизации разного рода бизнес-процессов. Сущность данного механизма позволяет в значительной степени снизить время ожидания, увеличить производительность и, соответственно, общую рентабельность конкретной типографии.
Актуальность теории ограничений Э.М. Голдратта и системного подхода к непрерывному совершенствованию в рамках управления экономическими системами и реинжиниринга бизнес-процессов, как основной его составляющей, обусловлена современными тенденциями к становлению интеллектуально-информационной экономики и ростом влияния информатизации на общество в целом.
В настоящей научной работе были детально рассмотрены некоторые особенности реализации ББК в полиграфическом секторе. Целью изучения теории ограничений систем, далее ТОС, является ее активная эксплуатация в алгоритмах современных автоматизированных систем управления в части производственного планирования на предприятии. Предполагается, что ББК действует в системе, по следующим иерархически расположенным шагам:
– определение «узкого места», тех самых ограничений, составляющих суть данной теории;
– определение, каким именно образом использовать данные ограничения, т.е., подобрать конкретные практические инструменты;
– привести «к единому знаменателю», т.е., в соответствие с ограничениями все остальные элементы;
– устранить ограничения системы;
– вновь обратить внимание на ограничения и не допустить, чтобы причиной ограничений стали инерции;
– проанализировать полученные результаты [6].
Данный алгоритм является общим, однако может быть скорректирован в соответствии с запросами и потребностями определенной организации или предприятия.
Все изложенное, таким образом, свидетельствует о том, что ББК вполне может быть эффективно реализована на предприятиях полиграфического сектора, однако это все же требует существенной «перестройки» ее основных положений под запросы конкретного предприятия. Представленный выше пример высказанный тезис подтверждает.
References
1. Бардаков, А.А., Корнилов, Д.А. Применение теории ограничения систем Голдратта в рамках реинжиниринга бизнес-процессов производственного планирования на промышленном предприятии // Иннов: электронный научный журнал. – 2017. – № 13. – С. 154-160.2. Безрукова, Е.А. Теория ограниченности систем Голдратта: как повысить эффективность бизнеса: Студенческая научная весна: всеросс. студ. конф.: сб. тезис. доклад. – М.: ИД «Научная библиотека», 2021. – С. 56-57. Доступ по подписке.
3. Калько, Д.В. Теория ограничений Голдратта как инструмент поиска и управления резервами производства // Логистические системы в глобальной экономике. – 2017. – № 7. – С. 170-173.
4. Котова, Н.А. Совместное использование теории ограничений и бережливого производства [Электронный ресурс] – Режим доступа: – URL: https://rep.bntu.by/bitstream/handle/data/97909/43-45.pdf?sequence=1
5. Налетова, А.Н. Теория ограничений систем: истоки и перспективы // Вестник науки. – 2023. – № 10. – С. 339-342.
6. Нестерова, С.И. Теория ограничений систем как инструмент повышения эффективности работы компании: Новые технологии в учебном процессе и производстве: матер. 21 Междунар. науч.-практ. конф. – Рязань, 2023. – С. 318-320.
7. Нечитайло, И.А. Пять направляющих шагов теории ограничений систем: проблемы применения в стратегическом анализе // Управленческое консультирование. – 2020. – № 12. – С. 120-125.
8. Новак, Ст. Теория ограничений: думайте: глава из книги «Бизнес-инструменты для производственного предприятия» [Электронный ресурс] – Режим доступа: – URL: https://www.cfin.ru/management/manufact/drum-buffer-rope&thinking.shtml
9. Рогачева, Ю.А., Хайитов, Х.О. Управление качеством производственного процесса // Экономика и социум. – 2021. – № 11. – С. 135-152.
10. Серышев, Р.В., Сенотов, В.Н. Эволюция теории ограничений систем Голдратта // Актуальные исследования. – 2019. – № 13. – С. 134-139. Доступ по подписке.