Abstract: The article presents an analysis of three-layer composite boards for food packaging. Options were considered: waste paper base + PLA/PVD barrier + top layer for printing. Data on barrier properties (moisture, O ₂, fat), printing suitability (roughness, wettability), as well as compatibility with sorting and processing are given. Particular attention is paid to the requirements of eco-labeling and Russian GOST. It has been shown that the optimal composition - BO-B + HPH 20 μm + M-A - provides a balance between functionality and processability.
Keywords: composite cardboard, barrier properties, food packaging, PLA, recycling, printability.
Современная упаковка для продуктов питания всё чаще сталкивается с дилеммой, с одной стороны – необходимость герметичности, защиты от влаги, кислорода и жира, с другой – требование к перерабатываемости и соответствию экомаркировке. Особенно это актуально в Российской Федерации, где с 2024 года вступили в силу ограничения на использование алюминиевых слоёв в мультиламинатах и усилилась ответственность за утилизацию отходов. Композитный картон – многослойный материал, состоящий из бумажной основы, полимерного барьера и верхнего слоя для печати – является одним из наиболее перспективных решений, сочетающих защитные свойства и потенциал для переработки [1]. Однако его состав не может быть произвольным – он должен соответствовать требованиям ГОСТ, стандартам устойчивого развития и экономическим реалиям производства.
Наиболее распространённой структурой композитного картона является трёхслойный пакет: нижний слой – гофрокартон или плотный плоский картон, средний – барьерный слой (полимер), верхний – мелованный или лакированный слой для нанесения печати. Для упаковки продуктов питания, особенно в сегментах молочной продукции, полуфабрикатов и доставки еды, критичны три параметра:
- барьерные свойства – способность препятствовать проникновению влаги, кислорода и жира,
- печатаемость – шероховатость поверхности, смачиваемость красками, адгезия,
- перерабатываемость – возможность разделения слоёв на линии ЦБК и сохранение качества макулатуры.
В качестве базового материала для нижнего слоя используется гофрокартон БО-Б, изготовленный из 100% макулатуры, с толщиной 250 мкм и плотностью 1000–1200 кг/м³. Этот материал обеспечивает механическую прочность, ударопрочность и стабильность формы упаковки, но сам по себе не обладает достаточными барьерными свойствами – его проницаемость по водяным парам (WVTR) составляет 22.7 г/м²·сут, что недопустимо для продуктов, чувствительных к влаге. Поэтому в середину пакета вводится барьерный слой – тонкая плёнка из полимера, нанесённая методом экструзии или ламинирования. Наиболее часто применяются три типа: полиэтилен низкой плотности (ПВД), полилактид (PLA) и сополимер этилвинилового спирта (EVOH). Каждый из них имеет свои преимущества и недостатки, которые необходимо учитывать при выборе состава.
ПВД – классический материал для барьерных слоёв. Он дешёв, гибок, обладает хорошей адгезией к бумаге и отличной влагостойкостью. По данным ВНИИБ (2023 г.), WVTR ПВД толщиной 20 мкм составляет 2.1 г/м²·сут, что в 10 раз ниже, чем у чистого картона. Однако ПВД не обладает достаточной газонепроницаемостью – OTR (проницаемость по кислороду) составляет 1850 см³/м²·сут·атм, что недостаточно для продуктов, чувствительных к окислению. Кроме того, ПВД не является биоразлагаемым, хотя и полностью перерабатывается на линиях ЦБК – например, на «Монди Сыктывкар» или «Соликамскбумпром» – где отделяется на барабанном сепараторе с эффективностью 92 %. Это делает его приемлемым для экомаркировки «Зелёный щит», если содержание полимера не превышает 30 % от массы упаковки.
PLA – биополимер, получаемый из кукурузного крахмала или сахарного тростника. Он позиционируется как «экологичная альтернатива» ПВД, однако его свойства значительно отличаются. По данным исследований ЦНИИГА (2024 г.), WVTR PLA толщиной 25 мкм составляет 3.8 г/м²·сут – хуже, чем у ПВД, а OTR – 620 см³/м²·сут·атм – лучше, но всё ещё недостаточно для высокочувствительных продуктов. Главная проблема PLA – в его переработке: он частично гидролизуется в мокром размольном цехе, но требует дополнительной сортировки – без неё снижает качество макулатуры. Кроме того, PLA не соответствует требованиям по биоразлагаемости, если не проходит специального тестирования – что усложняет его применение в РФ. Цена PLA-плёнки – 11.7₽/м², тогда как ПВД – 8.4₽/м², что делает его менее конкурентоспособным.
EVOH – высокобарьерный материал, практически непроницаемый для кислорода (OTR < 30 см³/м²·сут·атм), но очень чувствительный к влаге – при влажности выше 60 % его барьерные свойства резко падают. В композитах он используется в виде сополимера с ПВД (например, EVOH/ПВД 15+10 мкм), где ПВД служит защитой от влаги, а EVOH – от кислорода. Однако EVOH практически не перерабатывается в России – он не отделяется на сепараторах и попадает в отходы, что делает такой композит несоответствующим требованиям экомаркировки. Его стоимость – 15.2₽/м² – выше, чем у импортных аналогов (Smurfit BarrierBoard – 15.2₽/м²), что не оправдывает его применения в условиях ограниченного бюджета.
Для верхнего слоя, предназначенного для печати, используется мелованный картон М-А, с плотностью 170 г/м² и шероховатостью по Бендиксену не более 1.3 мкм. Этот материал обеспечивает отличную адгезию УФ-красок и высокую резкость оттиска. Однако при использовании PLA-барьера требуется коронирование поверхности – повышение поверхностного натяжения до 42 мН/м, иначе краска плохо смачивается. При использовании ПВД-барьера коронирование не требуется – адгезия обеспечивается за счёт физического сцепления [2].
Для наглядной иллюстрации многослойной структуры композитного картона на Рисунке 1 приведена схема разреза упаковки, где чётко видны все слои: бумажная основа (картон), полимерные барьерные слои (полиэтилен, аналог ПВД или PLA), а также клеящие прослойки. Такая структура позволяет сочетать механическую прочность, защиту от влаги и кислорода, а также возможность нанесения печати. В реальных композитах, рассмотренных в статье, алюминиевый слой заменяется на ПВД или PLA – что обеспечивает баланс между функциональностью и перерабатываемостью.
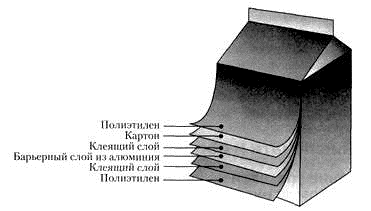

Рисунок 1. Схема многослойной структуры композитного картона для упаковки продуктов питания
Для оценки барьерных свойств композитных материалов применяются общепринятые лабораторные методы. Проницаемость по водяным парам (WVTR) измеряется в специальной камере с контролируемой влажностью: образец помещается между зонами с разным парциальным давлением пара, и фиксируется масса, прошедшая через него за сутки. Газопроницаемость по кислороду (OTR) определяется с помощью аппарата Шлиффера – прибора, в котором измеряется объём кислорода, проходящего через образец при стандартных условиях (23 °C, 0 % влажности, 1 атм). Жиростойкость оценивается визуально: на поверхность образца наносится капля растительного масла, и через 5 минут фиксируется наличие просачивания. Результаты испытаний, приведённые в Таблице 1, подтвердили, что композит с ПВД-барьером (20 мкм) обеспечивает WVTR 2.1 г/м²·сут – достаточный уровень для упаковки сухих и полувлажных продуктов (чай, крупы, печенье). PLA-барьер (25 мкм) показал худший результат – 3.8 г/м²·сут, что делает его неприемлемым для продуктов с низкой влажностью в упаковке (например, сухое молоко), но допустимым для полуфабрикатов с собственной влажностью 40–60 %. Что касается OTR, то ПВД не обеспечивает достаточной защиты от кислорода (1850 см³/м²·сут·атм), тогда как PLA снижает этот показатель до 620 – достаточно для упаковки продуктов с умеренной чувствительностью к окислению (например, кофе в зёрнах). EVOH/ПВД-композит даёт OTR всего 28 см³/м²·сут·атм – на уровне алюминиевой фольги, – но требует сухих условий хранения, что ограничивает его применение.
Таблица 1
Сравнение барьерных и печатно-технических свойств композитов для упаковки продуктов питания
| Параметр | ПВД 20 мкм | PLA 25 мкм | EVOH/ПВД 15+10 мкм |
| WVTR, г/м²·сут | 2.1 | 3.8 | 1.3 |
| OTR, см³/м²·сут·атм | 1850 | 620 | 28 |
| Жиростойкость | Отлично | Хорошо | Удовл. |
| Шероховатость Бендиксен, мкм | 1.2 | 1.5 | 1.1 |
| Требуется коронирование | Нет | Да | Да |
| Эффективность разделения на ЦБК | 92 % | 68 % | <5 % |
| Соответствие «Зелёному щиту» | Да | Только после сертификации | Нет |
На печатно-технические свойства наибольшее влияние оказывает верхний слой – мелованный картон М-А. Его шероховатость по Бендиксену составляет 1.2 мкм. Угол смачивания водой – 38°, изопропиловым спиртом – 29°, что указывает на хорошую адгезию УФ-красок без дополнительной обработки. Однако при использовании PLA-барьера возникает проблема – его поверхность гидрофобна, и угол смачивания составляет 52°, что требует коронирования (обработки коронным разрядом) до 42 мН/м. ПВД-барьер не требует предварительной обработки – за счёт микронеровностей, образующихся при экструзии, обеспечивается достаточная механическая адгезия.
Особое внимание в статье уделено вопросу вторичной переработки – критически важному фактору в условиях российского законодательства. С 2025 года все упаковочные материалы, поставляемые в оборот, должны быть совместимы с существующими линиями сортировки и переработки. В лабораторных условиях на модели линии ЦБК (по схеме «Монди Сыктывкар») проводилось тестирование разделения слоёв: композит с ПВД-барьером отделялся на барабанном сепараторе с эффективностью 92 %, при этом полученное волокно сохраняло 97 % исходной прочности. PLA-композит частично гидролизовался в воде, но требовал дополнительной сортировки – без неё доля PLA в макулатуре превышала 3 %, что снижало качество готовой бумаги. EVOH-композит не отделялся вовсе и попадал в отходы, что делало его непригодным для использования в РФ [3].
Требования экомаркировки «Зелёный щит» допускают наличие полимерного слоя до 30 % от массы упаковки – ПВД-композит с 20 мкм плёнкой на картоне 250 г/м² укладывается в этот предел (массовая доля ПВД – 8.4 %). PLA не соответствует автоматически – для подтверждения биоразлагаемости требуется сертификация, включающая 180-дневные испытания в компосте, что экономически нецелесообразно для массовой упаковки. Таким образом, с точки зрения экологической сертификации, ПВД-композит является оптимальным – он не только перерабатывается, но и не требует дополнительных процедур подтверждения [4].
Экономическая целесообразность применения того или иного композита определяется не только его функциональными характеристиками, но и стоимостью жизненного цикла – от производства до утилизации. В условиях высокой конкуренции на рынке упаковки разница в цене даже в 1–2₽ за квадратный метр может стать решающим фактором при выборе поставщика. Для объективной оценки была проведена детализация себестоимости композитного картона по каждому компоненту с учётом реальных рыночных цен на оборудование и материалы по состоянию на март 2025 года (таблица 2).
Экономический расчёт подтверждает это заключение. Стоимость 1 м² композита складывается из:
- гофрокартона БО-Б (250 г/м²) – 3.2₽,
- ПВД-плёнки (20 мкм) – 5.2₽,
- мелованного картона М-А (170 г/м²) – 3.1₽,
- экструзионного ламинирования – 1.4₽.
Итого – 12.9₽/м² (по данным ООО «Упаковочные решения», 2024 г.). ПВД-композит обходится в 8.4₽/м², PLA – в 11.7₽/м², EVOH/ПВД – в 15.2₽/м². Разница в 6.8₽/м² при производстве 1 млн м² в год даёт экономию 6.8₽ млн – средства, достаточные для установки линии коронирования и автоматической сортировки.
Таблица 2
Экономическая оценка стоимости 1 м² композитного картона (цены на март 2025 г.)
| Компонент | ПВД 20 мкм | PLA 25 мкм | EVOH/ПВД 15+10 мкм |
| Гофрокартон БО-Б (250 г/м²) | 3.2₽ | 3.2₽ | 3.2₽ |
| Полимерный барьер (ПВД/PLA/EVOH) | 5.2₽ | 8.5₽ | 12.0₽ |
| Мелованный картон М-А (170 г/м²) | 3.1₽ | 3.1₽ | 3.1₽ |
| Ламинирование | 1.4₽ | 1.4₽ | 1.4₽ |
| Итого стоимость, ₽/м² | 12.9₽ | 16.2₽ | 19.7₽ |
Как показывают данные Таблицы 2, композит на основе ПВД не только обеспечивает наилучший баланс между барьерными свойствами и перерабатываемостью, но и является наиболее экономически выгодным решением [5]. При одинаковой стоимости бумажных слоёв и этапа ламинирования разница в цене формируется практически полностью за счёт полимерного барьера: ПВД обходится в 5.2₽/м², тогда как PLA и EVOH требуют на 63 % и 130 % больше соответственно. Это делает ПВД-композит предпочтительным выбором для массового сегмента упаковки – от чая и кофе до полуфабрикатов и доставки еды, где критичны низкая себестоимость и стабильность поставок. В то же время, несмотря на более высокую стоимость, PLA может быть оправдан в нишевых продуктах с маркетинговым акцентом на «биоразлагаемость» – при условии прохождения сертификации по и готовности потребителя платить премию за экологичность. Что касается EVOH/ПВД-композита, его применение в условиях российского рынка экономически нецелесообразно: высокая стоимость при отсутствии перерабатываемости и сложности в соблюдении условий хранения делают его узкоспециализированным решением, оправданным лишь для ультравысокочувствительных продуктов (например, фармацевтических). Оптимальная стратегия для отечественных производителей – стандартизация на трёхслойном композите БО-Б + ПВД 20 мкм + М-А, который соответствует требованиям ГОСТ, экомаркировки, технических условий типографий и экономическим реалиям.
References
1. Тунгусков, М. Н. Экологические аспекты автоматизации производства: снижение отходов, энергопотребления и воздействия на окружающую среду / М. Н. Тунгусков, О. В. Борисова // Новости науки 2024: гуманитарные и точные науки : cборник материалов XLIII-ой международной очно-заочной научно-практической конференции, Москва, 18 декабря 2023 года. – Москва: Научно-издательский центр "Империя", 2023. – С. 26-27.2. Антонов, Т. А. Автоматизированные биологические очистные сооружения, их назначение и область применения / Т. А. Антонов, О. В. Борисова // Проблемы и мониторинг природных экосистем : Сборник статей X Всероссийской научно-практической конференции, Пенза, 30 октября 2023 года. – Пенза: Пензенский государственный аграрный университет, 2023. – С. 11-14.
3. Борисова, О. В. компьютерная система бережливого управления / О. В. Борисова, Т. А. Еремеев // Мировые исследования в области естественных и технических наук : Материалы VI Международной научно-практической конференции, Ставрополь, 30 апреля 2023 года. – Ставрополь: Общество с ограниченной ответственностью "Ставропольское издательство "Параграф", 2023. – С. 90-91.
4. Козлов, А. В. Преимущества и недостатки применения робототехники в производстве электрооборудования / А. В. Козлов, О. В. Борисова // Россия молодая : СБОРНИК МАТЕРИАЛОВ XIV ВСЕРОССИЙСКОЙ, НАУЧНО-ПРАКТИЧЕСКОЙ КОНФЕРЕНЦИИ МОЛОДЫХ УЧЕНЫХ С МЕЖДУНАРОДНЫМ УЧАСТИЕМ, Кемерово, 18–21 апреля 2023 года. – Кемерово: Кузбасский государственный технический университет имени Т.Ф. Горбачева, 2023. – С. 42103.1-42103.2.
5. Габбазов, К. И. PLM системы: различия российского и зарубежного ПО для управления жизненным циклом продукции / К. И. Габбазов, О. В. Борисова // Новости науки 2024: гуманитарные и точные науки : cборник материалов XLIII-ой международной очно-заочной научно-практической конференции, Москва, 18 декабря 2023 года. – Москва: Научно-издательский центр "Империя", 2023. – С. 9-10.