Abstract: Even a brief analysis of the methods of restoring some cast iron parts shows that the use of surface plastic deformation can have a significant economic effect, increasing the durability of the part or joint, reducing the complexity of their repair, increasing labor productivity and reducing the cost of tools and equipment. This article analyzes the methods of surface plastic deformation as a way to increase the durability of machine parts.
Keywords: surface plastic deformation; wear; technological process; cast iron; rolling; resource; part.
Анализ работ, в которых рассмотрены вопросы применения метода поверхностного пластического деформирования для обработки чугунных деталей, показал, что они могут быть условно разбиты на три группы: а) вопросы, связанные с изучением возможности чугуна пластически деформироваться; б) вопросы, относящиеся к исследованию конструктивных параметров инструментов для обработки чугунных деталей; в) вопросы, связанные с изучением технологических режимов процесса поверхностного пластического деформирования чугунных поверхностей.
Изучение номенклатуры чугунных деталей тракторов, автомобилей и др. сельскохозяйственных машин, при ремонте которых можно применить метод поверхностного пластического деформирования показало, что количество таких деталей составляет более 400 наименований. Наибольший интерес в настоящее время представляет использование метода ППД при ремонте чугунных деталей 7…9 квалитета точности, требующих одновременно высокий класс чистоты. Обработка детали поверхностным пластическим деформированием основана на принципе местного сжатия. В зависимости от схемы нагружения поверхностного слоя детали пластичность металла данного слоя имеет различную степень, одной из оценок которой может являться величина и знак остаточных напряжений. При обработке деталей методом ППД роликовыми раскатками или обкатками возникают сжимающие напряжения с максимумом на поверхности детали, рис. 1. В соответствии с теорией пластической деформации применительно к металлам, максимум остаточных напряжений сжатия возникает в области наиболее интенсивного пластического деформирования металла, поэтому для создания максимальных сжимающих напряжений на поверхности обрабатываемой детали требуется создать такую схему нагружения деформирующий инструмент-деталь, при которой наиболее интенсивное пластическое деформирование металла происходило на поверхности.
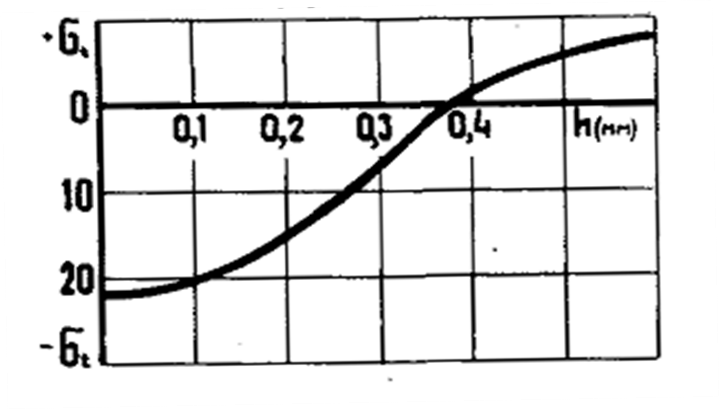
Рис. 1. Эпюры остаточных напряжений при обработке деталей многороликовой раскаткой
Напряженное состояние элементарного объема металла, находящегося в зоне деформации раскатываемого цилиндра, будет характеризоваться наличием 2-х напряжений сжатия и одного напряжения растяжения, что приводит к пластическому деформированию металла на определенную глубину. Колкером Я.Д. проводились исследования о влиянии различного напряженного состояния чугуна на его пластичность с учетом микроструктуры чугуна. Эксперименты проводились на чугуне СЧ21, имевшего три структуры: перлитную, ферритно-перлитную и ферритную. На графике рис. 2 представлено изменение пластичности чугуна при всестороннем неравномерном сжатии. Степень деформации чугуна доходит до 30…40%. Рассмотрение одновременно нескольких структур чугуна позволило автору прийти к выводу, что: а) независимо от микроструктуры чугун способен пластически деформироваться; б) пластические свойства чугуна не зависят от структуры графитовой фазы, хотя интенсивность его пластической деформации увеличивается при уменьшении размеров графитовых включений. Одной из объективных оценок способности чугуна пластически деформироваться может служить изменение чистоты сглаживаемой поверхности детали. На рис. 3 представлен график зависимости приложенного усилия деформирования и чистоты сглаживаемой поверхности серого чугуна СЧ21, имевшего ферритную, ферритно-перлитную и перлитную структуры, при раскатывании роликами. Как видно из графика, чистота поверхности детали с увеличением прикладываемого усилия деформирования улучшается до соответствующего «критического» значения усилия, превышение которого ведет к ее ухудшению и даже шелушению металла поверхностного слоя.
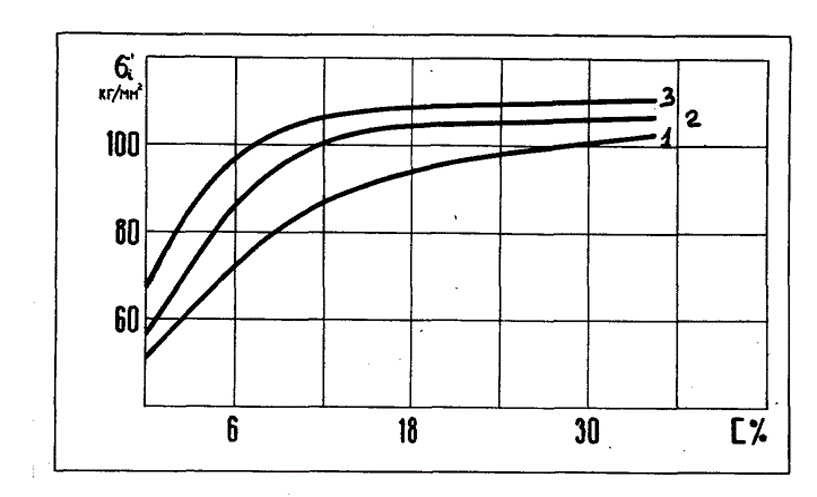
Рис. 2. Степень деформации чугуна различной структуры при ППД
- перлитная структура, 2. перлитно-ферритная структура,
- ферритная структура.
На рис. 4 представлена аналогичная зависимость для стали 45 с целью сравнения. Из этих двух графиков, а также анализа ряда других работ можно заключить, что: а) чистота поверхности чугуна при раскатывании улучшается до Ra 0,15…0,2 мкм, т.е. практически как у стальных деталей;
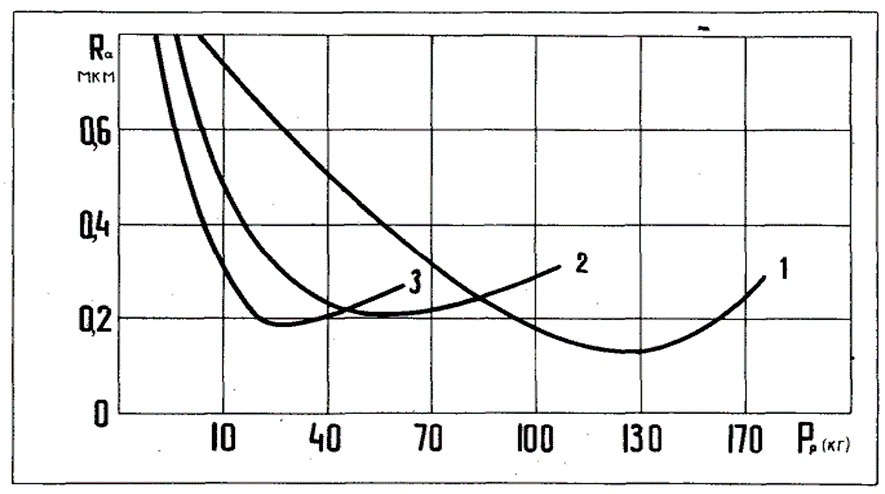
Рис. 3. Зависимость чистоты поверхности от радиального усилия деформирования. 1- перлитная структура 2- перлитно-ферритная структура, 3- ферритная структура
б) усилие деформирования для получения одного и того же класса чистоты при сглаживании чугуна меньше, чем при раскатывании стали; в) соотношение между величиной усилия, вызывающей шелушение металла поверхностного слоя и «критическим» усилием (в точке перегиба кривой чистоты) для чугуна во много раз меньше, чем для стали. Это объясняется «малым запасом пластичности поверхностных слоев у чугуна» и, как результат этого, «большая чувствительность чугуна к перенаклепу». Другой объективной оценкой способности чугуна пластически деформироваться при обработке его раскатыванием может служить изменение прочностных характеристик обрабатываемой поверхности. Одной из таких характеристик является микротвердость поверхностного слоя детали.
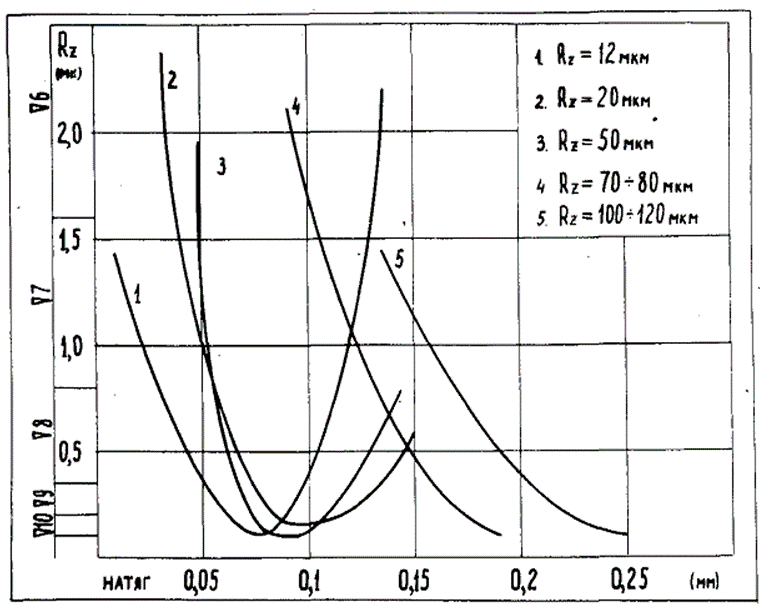
Рис. 4. Зависимость чистоты поверхности от усилия деформирования (натяга) для стали 45
Наиболее полно вопрос об изменении микротвердости чугунных деталей, раскатанных коническими роликами, изучался в работах А.В. Румянцева, М.М. Сабурова и В.Г. Мартинсона. В первой работе исследования проводились на перлитных серых чугунах СЧ18 и СЧ21, Металлическая основа чугуна СЧ18 состояла из мелкопластинчатого перлита, а СЧ21 — из мелко- пластинчатого перлита и до 10% фосфидной эвтектики. Графитные включения исследуемых чугунов представляли пластинчатую форму средней завихренности, с длиной пластинок 10…150 мкм. Раскатывание осуществлялось роликами диаметром 3…13,5 мм. Одними из выводов автора, в результате проведенных экспериментов стало следующие: а) наибольшее упрочение наблюдается у чугунов, графитовые включения которых имеют меньшую длину, более обособлены и завихрены; б) микротвердость поверхностного слоя возрастает в среднем на 18…27%; в) толщина упрочненного слоя зависит от диаметра роликов в раскатке. С увеличением диаметра роликов от 3 до 13,5 мм глубина распространения повышенной микротвердости увеличивается с 0,05 до 0,20 мм.
Во второй работе обработке подвергался чугун СЧ21 с повышенным содержанием кремния (2,3%). Раскатывание велось при натягах от 0,05 до 0,15 мм. Микротвердость измерялась по одной структурной составляющей — тонко пластинчатому перлиту. Результаты экспериментов приведены на рис. 5.
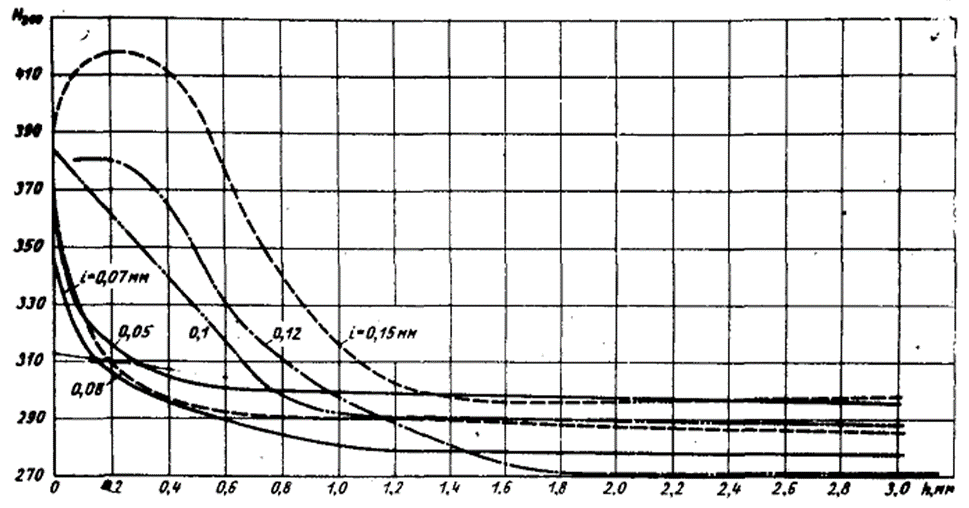
Рис. 5. Изменение микротвердости раскатанного чугуна от натяга.
Из графика видно, что при натягах от 0,05 до 0,08 мм повышенная твердость сохраняется до глубины 0,14…0,15 мм. При этом снижение микротвердости происходит довольно резко. При натягах 0,1…0,12 мм повышенная микротвердость наблюдается глубиной до 0,4…0,6 мм и снижение ее происходит более плавно. При раскатывании с натягом 0,15 мм максимальная твердость имеет место на глубине 0,1…0,4 мм.
Выводы:
- Металл поверхностного слоя чугунной детали способен пластически деформироваться при воздействии на него внешних сил по соответствующей схеме нагружения.
- Одной из таких схем нагружения металла является контактно-сдвиговая схема, которая обеспечивает пластическое деформирование металла на поверхности детали.
- При пластическом деформировании поверхностного слоя чугунной детали «запас пластичности» металла данного слоя очень мал, чем и объясняется большая чувствительность чугуна к перенаклепу.
- за счет пластической деформации поверхностного слоя детали происходит повышение ее эксплуатационных характеристик.
References
1. Башнин Ю.А. Технология термической обработки. / -М. :Металлургия, 2001. 85с2. Билик Ш.М. Пары трения металл-пластмасса в машинах и механизмах. М.:
Машиностроение, 2003.-311 с.
3. Волков П.Н. Математические методы в экспериментальных исследованиях. М., 2000.
4. Гвоздев А.А. Ремонт и восстановление деталей типа вал-втулка'' металлополимерными композициями. Совершенствование средств механизации и технологических процессов в сельском хозяйстве. Сб. научн. тр. С. -ПГАУ-ИСХИ. С. - П.:2001. с.12-18.
5. Коваленко В.П., Лесной К.Я., Гусев С.С., Леонов И.Н. Использование ПГС – полимеров для очистки жидкостей в сельскохозяйственном производстве./ Вестник Федерального государственного образовательного учреждения высшего профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2003. № 1. С. 10.
6. Михальченков, А.М. Влияние твердости термоупрочненной стали 65Г на износостойкость и ресурс плужных лемехов / А. М. Михальченков, А. А. Новиков // Тех-ника и оборудование для села. – 2016. – № 8. – С. 45–48.
7. Осенних, Е.А. Анализ способов поверхностной закалки деталей машин сельскохозяйственной техники / Е.А. Осенних, Г.С. Игнатьев // Достижения науки - агропромышленному производству: сб. мат. IIV межд. научп. конф. (Челябинск, 29-31 янв. 2015 г.) – Челябинская ГАА, 2015. – С. 111–118.
8. Тойгамбаев С.К. Повышение надежности изготовления резьбовых соединении. Вестник Федерального государственного образовательного учреждения высшего профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2013. № 3 (59). С. 45-46.
9. Тойгамбаев С.К. Технология производства транспортных и технологических машин природообустройства. / Учебник / Москва. 2020. 484с.
10. Тойгамбаев С.К. Совершенствование моечной машины ОМ–21614. / Техника и технология. 2013. № 3. 15-18с.
11. Тойгамбаев С.К., Апатенко А.С. Обработка результатов информации по надежности транспортных и технологических машин методом математической статистики. / Учебно- методическое пособие. Изд. “Мегаполис”. Москва. 2020. С. 25.
12. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.