Abstract: Целью данных исследований являлось изучение влияния условий и режимов осаждения на химический состав покрытий, температуру электролита, скорость осаждения, выход по току и равномерность покрытий. Исследования проводили при изменении состава электролита, режимов и условий осаждения в пределах, которые были определены в процессе предварительных исследований и обеспечивали получение качественных покрытий. В данной статье приводятся некоторые результаты исследования проведенные применительно к восстановлению подшипников машин.
Keywords: электролиз; осаждении; технологический процесс; температура; анод; катод.
Определение химического состава покрытий. Данное исследование ставило своей целью выявить влияние состава электролита на процентное содержание свинца в покрытии. Покрытия наносили на цилиндрические образцы, изготовленные из бронзы 0ЦС5-5-5. Перед нанесением покрытий поверхность образцов обезжиривали венской известью. При нанесении покрытий анодами служили графитовые стержни с тампонами из гигроскопической ваты и оболочкой из хлопчатобумажной ткани. Выбор режимов электролиза производили на основе данных предварительного исследования. В качестве исходного режима были приняты: — катодная плотность тока 150 А/дм2; — скорость перемещения катода относительно анода — 10 м/мин.; — отношение контактной площади к площади покрываемой поверхности -1/5; — количество подаваемого электролита 50 мл/мин на I ампер силы тока [1,2,3,4,7,8].
Молярное отношение компонентов Cu/Pb в электролите изменялось от 10:1 до 1:10. Результаты опытов представлены на рисунке1. Из рисунка видно, что по мере увеличения в электролите ионов свинца повышается процент содержания свинца в покрытии. Так, если из электролита с молярным отношением компонентов Сu/Рв равным 10:1 осаждается сплав с содержанием 6,5% свинца, то из электролита с молярным отношением компонентов Сu/Рв равным 1:5 осаждается сплав с содержанием свинца до 9,5%.
При дальнейшем увеличении содержания ионов свинца в электролите наблюдается резкое увеличение содержания свинца в сплаве. Так, при отношении Сu/Рв = 1:10 содержание свинца в сплаве составляет около 25%. Однако, с увеличением содержания свинца в сплаве более 9,5% наблюдается ухудшение качества покрытия.
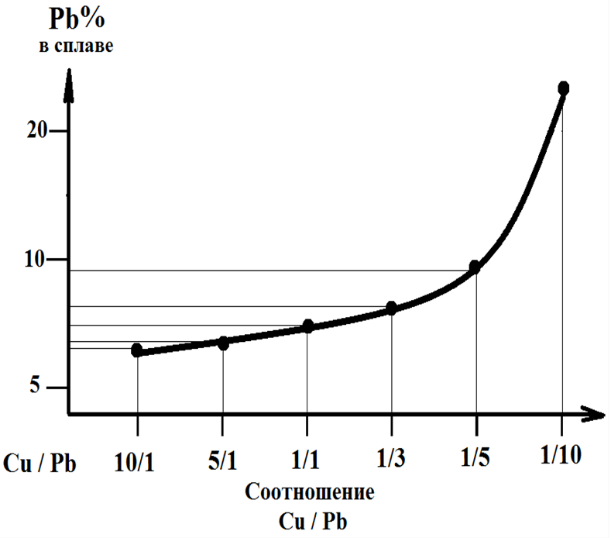
Рис. 1. Влияние молярного отношения компонентов в электролите на содержание свинца в % в сплаве
Практически качественные медно-свинцовые покрытия можно получать при изменении молярного отношения компонентов в электролите Сu/Рв от 10:1 до 1:5. При дальнейших исследованиях был принят электролит с молярным отношением компонентов Сu/Рв равным 1:1. Такой электролит обеспечивал получение медно-свинцового покрытия с содержанием свинца до 8,0% и стабильное ведение процесса на протяжении длительного времени [10,11,12].
Влияние катодной плотности тока. При изучении влияния катодной плотности тока на содержание свинца (в %) в сплаве плотность тока изменяли от 50 до 250 А/дм2. Результаты опытов представлены на рисунке 2.
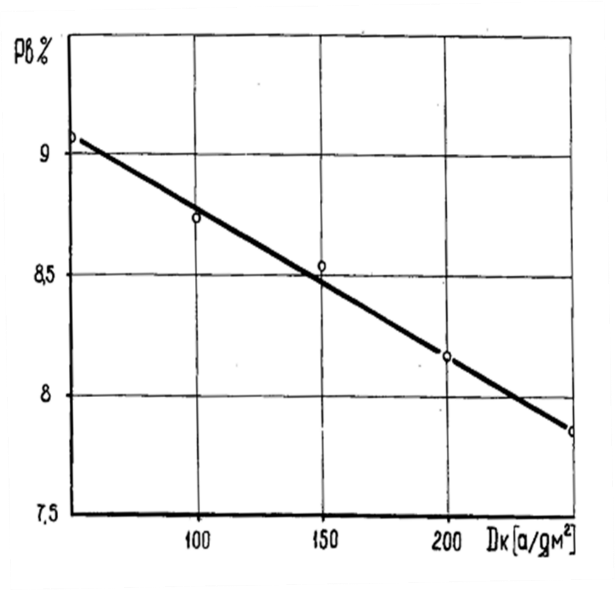
Рис. 2. Влияние плотности тока на содержание свинца в сплаве
Из рисунка видно, что при увеличении плотности тока с 50 до 250 А/дм2 содержание свинца в сплаве уменьшается. Объяснение этому пока затруднено из-за недостаточных экспериментальных данных других физико-химических свойств исследуемого электролита. Таким образом, проведенные исследования показали, что контактным электролитическим методом из борфтористоводородного электролита возможно получать медно-свинцовые покрытия с содержанием свинца до 9,5% без ухудшения качества покрытия. При более высоком содержании свинца в сплаве ухудшается качество наносимых покрытий. На содержание свинца в сплаве наибольшее влияние оказывает концентрация компонентов в электролите и катодная плотность тока [5].
Скорость осаждения и выход сплава по току. Данное исследование ставило своей задачей выявить влияние состава электролита и режимов электролиза на скорость осаждения и выход сплава по току. Исходный электролит, режимы электролиза и этапы исследования были приняты такие же, как и при исследовании химического состава покрытия. Покрытия наносили во всех случаях толщиной равной 100 мкм. Скорость осаждения и выход сплава по току определяли по методике, описанной в главе 3.
Влияние молярного отношения компонентов в электролите на скорость осаждения и выход сплава по току показано на рисунке 3. Из рисунка видно, что скорость осаждения медного покрытия и выход его по току, а также скорость осаждения медно-свинцового сплава и выход его по току, при увеличении содержания свинца в электролите» до молярного отношения компонентов Сu/Рв = 1:1, имеют одинаковые значения. При дальнейшем изменении молярного отношения компонентов в электролите, в сторону увеличения содержания ионов свинца в электролите, наблюдается значительное увеличение скорости осаждения и выхода сплава по току [6,9]. Так, если при молярном отношении компонентов в электролите Сu/Рв равном 1:1 скорость осаждения составляет 7,5 мкм/мин, а выход по току 93,8%, то при отношении Сu/Рв, равном 1:10, скорость осаждения составляет 15,5 мкм, а выход по току 97,5%. Увеличение скорости осаждения и выхода сплава по току по мере увеличения концентрации ионов свинца в электролите объясняется увеличением содержания свинца в покрытии. Влияние плотности тока на скорость осаждения и выход сплава по току приведено на рисунке 4. Из рисунка видно, что плотность тока оказывает существенное влияние на скорость осаждения и выход сплава по току. По мере увеличения плотности тока от 25 до 200 А/дм2 скорость осаждения покрытий возрастает от 1,5 до 10 мкм/мин. При дальнейшем увеличении плотности тока наблюдается снижение интенсивности увеличения скорости осаждения покрытий.
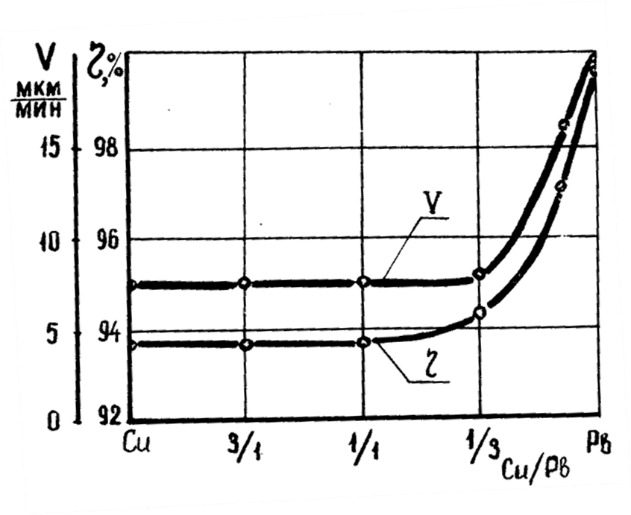
Рис. 3. Влияние молярного отношения компонентов в электролите на скорость осаждения (V) и выход сплава по току (η%)
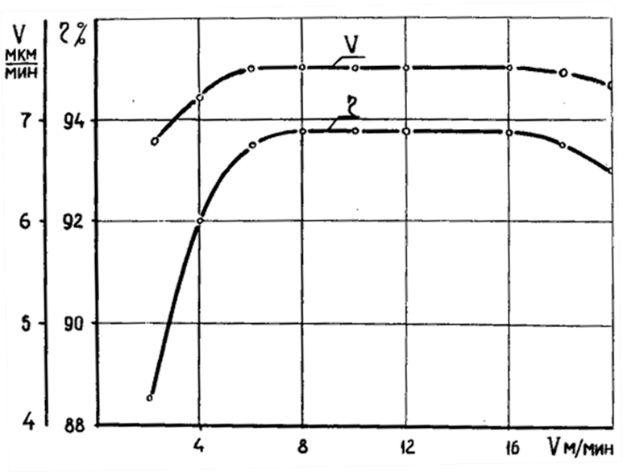
Рис. 4. Влияние плотности тока на скорость осаждения (V) и выход сплава по току (η%).
Выход сплава по току по мере увеличения плотности тока от 25 до 250 А/дм2 уменьшается с 95,3% до 89,4%. Снижение интенсивности увеличения скорости осаждения и выхода сплава по току, при плотностях тока свыше 200 А/дм2, объясняется пригоранием покрытий и его потерями в результате механического воздействия тампона. Влияния скорости перемещения катода относительно анода на скорость осаждения и выход сплава по току приведены на рисунке 5. Из рисунка видно, что уменьшение скорости перемещения катода относительно анода с 6 до 2 м/мин приводит к значительному снижению скорости осаждения и выхода сплава по току.
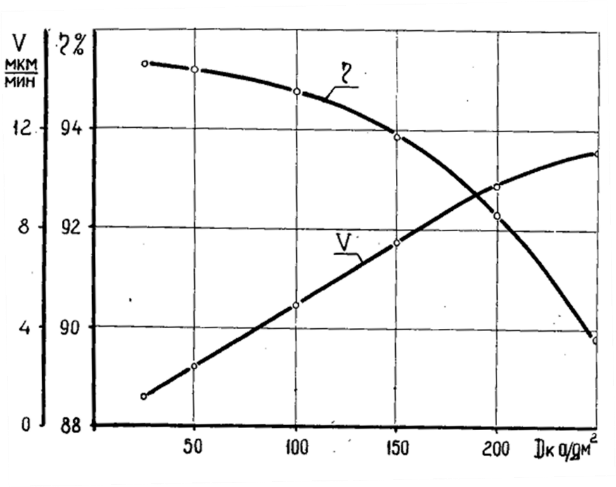
Рис. 5. Влияние скорости перемещения катода на скорость осаждения (V) и выход сплава по току (η%)
При увеличении скорости перемещения катода относительно анода от 6 до 18 м/мин скорость осаждения и выход сплава по току практически не изменяется. При дальнейшем увеличении скорости перемещения катода относительно анода наблюдается снижение скорости осаждения и выхода сплава по току. Снижение скорости осаждения и выхода сплава по току с уменьшением скорости перемещения катода менее 6 м/мин объясняется пригоранием покрытия и его снятием при механическом воздействии тампона. Уменьшение скорости осаждения и выхода сплава по току с увеличением скорости перемещения катода свыше 18 м/мин, пока объяснения нет. Исследование также ставило своей целью выявить влияние плотности тока на температуру электролита в зоне контакта тампона с деталью. При проведении исследований использовали электролит следующего состава: молярное отношение компонентов в электролите Сu/Рв равное 1:1. Электролиз вели при скорости перемещения катода относительно анода, равной 10 м/мин. Отношение контактной площади к площади покрываемой поверхности — 1/5. Количество подаваемого электролита составляла 50 мл/мин на I ампер применяемой силы тока. Температуру в зоне контакта тампона с деталью измеряли по общепринятой методике. Результаты опытов представлены на рисунке 6. Из рисунка видно, что температура электролита в анодном тампоне, в зоне контакта тампона с деталью, зависит от применяемой плотности тока, и чем она больше, тем больше температура электролита.
При этом время ведения процесса оказывает влияние только на стабилизацию температуры. Время стабилизации температуры составляет около 4 мин и практически не зависит от применяемой плотности тока.
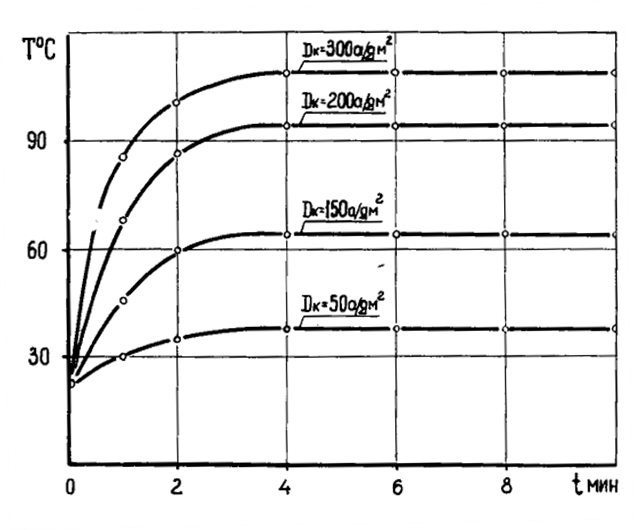
Рис. 6. Влияние плотности тока и времени электролиза на температуру
электролита в зоне контакта тампона с деталью.
Проведенные эксперименты позволили установить верхний предел температуры электролита в процессе электролиза при различных плотностях тока:
Дк – 300 А/дм2 = 115°С; Дк — 200 А/дм2 = 105°С;
Дк — 150 А/дм2 = 65°С; Дк — 50 А/дм2 = 40°С.
Изучены влияние толщины покрытия, плотности тока, взаимного расположения анода и катода, а также длины образующей образца на равномерность осаждения. Осаждение производили из электролита с молярным отношением компонентов Сu/Рв, равным 1:1. Электролиз вели при скорости перемещения катода относительно анода равно 10 м/мин. Количество подаваемого электролита составляло 50 мл/мин на 1 ампер применяемой силы тока. Отношение контактной площади к площади покрываемой поверхности 1/5. Покрытия наносили на цилиндрические образцы диаметром 30 мм и шириной 10, 20,30 мм, изготовленные из бронзы ОЦС5-5-5. Покрытия наносили толщиной от 10 до 100 мкм. Измерение толщины покрытий производили на вертикальном оптиметре по методике. При проведении исследований было принято параллельное расположение анода относительно оси покрываемого образца. Это обусловлено тем, что нанесение медно-свинцовых покрытий предполагается производить, в основном, на внутренние поверхности втулок, где возможно только параллельное расположение оси анода относительно оси покрываемой втулки.
Применяли параллельное расположение анодов относительно оси покрываемого изделия, это как указывает ряд авторов, обеспечивает наилучшую равномерность покрытий. В процессе исследований было установлено, что существенное влияние на равномерность медно-свинцовых покрытий оказывает плотность тока. На рисунке 7 приведены результаты исследования влияния плотности тока на равномерность покрытий.
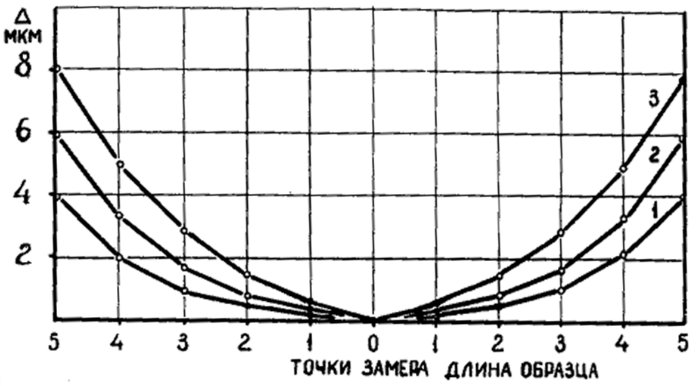
Рис. 7. Влияние плотности тока на равномерность распределения покрытия (толщина покрытия 100 мкм).
1 – Дк – 100 А/дм2; 2 — Дк – 150 А/дм2; 3 — Дк – 200 А/дм2.
Из рисунка видно, что с увеличением плотности тока неравномерность покрытий увеличивается. Это проявляется в увеличении толщины покрытия по краям образца. При этом характерным является более интенсивное увеличение толщины покрытия по мере удаления от центра образца. На рисунке 8 приведены результаты исследований влияния толщины покрытия на его равномерность. Из рисунка видно, что с увеличением толщины покрытия происходит увеличение его неравномерности, которая также проявляется в аналогичном по характеру увеличении толщины покрытия по краям образца.
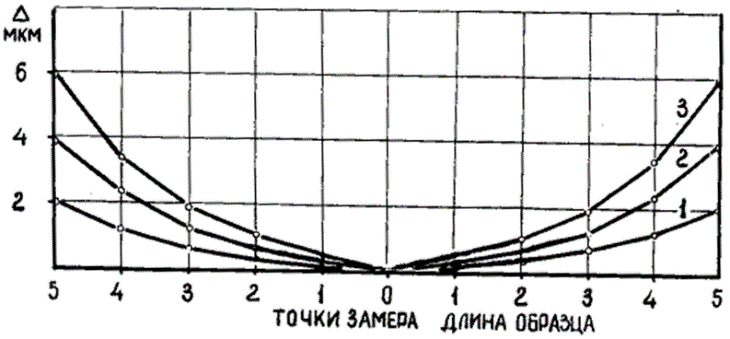
Рис. 8. Равномерность распределения покрытия в зависимости от толщины осадка (плотность 150 А/дм2). 1- 20 мкм, 2- 60 мкм, 3- 100 мкм
Таким образом, при осаждении медно-свинцовых покрытий имеет место некоторое увеличение толщины покрытия по краям образца. Суммарная неравномерность покрытий не превышает 3…6% их толщины.
Выводы:
- Оптимальный состав электролита и условия осаждения следующие: молярное отношение компонентов в электролите Сu/Рв = 1:1; плотность тока 150 А/дм2; скорость перемещения катода относительно анода 10 м/мин. 2. Температура электролита в зоне контакта тампона с деталью колеблется в диапазоне 35…1150С и зависит от плотности тока. 3. Неравномерность покрытий составляет 3…6% и зависит от толщины покрытия и плотности тока.
References
1. Агафонов А. О. Восстановление и упрочнение деталей сельскохозяйственной техники электроконтатктной приваркой твердосплавных покрытий. /Автореф. дис. канд. тех. наук. Балашиха, 1990. - 22 с.2. Абрамович Г. Н. Прикладная газовая динамика - М. Изд. «Наука» 1969. -824с.
3. Бобров Г.В., Ильин А.А. Нанесение неорганических покрытий. М.: Интермет Инжиниринг, 2004. – 624 с., ил.
4. Богоявленский К.Н., Жолобов В.В., Ландилов А.Д., Постников Н.Н. Обра-ботка цветных металлов и сплавов давлением. - М.: Металлургия, 1973.- 470 с.
5. Коваленко В.П., Лесной К.Я., Гусев С.С., Леонов И.Н. Использование ПГС – полимеров для очистки жидкостей в сельскохозяйственном производстве. / Вестник Федерального государственного образовательного учреждения высшго профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2003. № 1. С. 10.
6. Полухин П.И. Технология процессов обработки металлов давлением. М.: Металлургия, 1988. 408 с.
7. Соколов К.О. Восстановление бронзовых подшипниковых втулок центробежным электродуговым напеканием бронзовых порошков. / Дисс. канд. техн. наук. - М., 1989. - 175 с.
8. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.
9. Тойгамбаев С.К. Совершенствование моечной машины ОМ–21614. / Тех-ника и технология. 2013. № 3. С. 15-188.
10. Тойгамбаев С.К. Технология производства транспортных и технологических машин природообустройства. / Учебник / Москва. 2020. 484с.
11. Тойгамбаев С.К., Евграфов В.А. Исследования по оптимизации и эффективности использования машинно-тракторного парка предприятия. / Механизация и электрификация сельского хозяйства. 2016. № 5. С. 28-33.
12. Тойгамбаев С.К., Апатенко А.С. Обработка результатов информации по надежности транспортных и технологических машин методом математической статистики. / Методическое указание. Изд. «Мегаполис» Москва, 2020. С. 25.