Abstract: The greatest technical and economic effect from the use of electroplating antifriction coatings can be expected if coatings with high antifriction, physico-mechanical, adhesive and other properties are used. In this regard, work on the study of the properties of electroplating coatings in relation to the repair of machinery and, especially, a comprehensive study of the properties of coatings obtained using the latest methods and technology are of particular importance. This article is devoted to the restoration of bronze sliding bearings using the method of electrochemical technology.
Keywords: sliding bearing; sleeve; galvanic process; physical and mechanical properties; restoration; coatings.
Бронзовые подшипники скольжения находят широкое применение в узлах, трения автомобилей, тракторов, сельскохозяйственных, мелиоративных и строительных машин. Незаменимыми они являются в узлах трения, которые воспринимают высокие удельные нагрузки, а также работают при высоких скоростях скольжения и высоких температурах
В конструктивном отношении неразъемные бронзовые подшипники скольжения имеют большое количество разновидностей. Более часто встречаются цилиндрические втулки со сквозными отверстиями, у которых наружные и внутренние поверхности гладкие (не имеют выступов), а также цилиндрические втулки со сквозными отверстиями, у которых внутренние поверхности гладкие, а наружные многоступенчатые или многоступенчато- фасонные. Диаметры отверстий подшипниковых втулок колеблются от 20 до 200 мм.
Характер и величина износа бронзовых подшипниковых втулок в основном определяется условиями их работы. Обычно предельно допустимый износ втулок не превышает 0,2 мм (на диаметр). Изношенные бронзовые подшипники скольжения можно восстанавливать методом пластической деформации, заливкой их бронзой аналогичного состава, наплавкой и нанесением гальванических сплавов [1,2,3,4,6,7]. Одним из путей повышения качества ремонта подшипников скольжения является применение антифрикционных гальванических покрытий. Прогрессивная роль гальванических покрытий заключается не только в возможности повышения эксплуатационной надежности и долговечности отремонтированных узлов трения, но и экономии дефицитных и дорогостоящих цветных металлов.
Однако, эффективное использование гальванических покрытий для — восстановления деталей узлов трения возможно только при наличии научно и технически обоснованных рекомендаций по их применению. Наибольший технический и экономический эффект от применения гальванических антифрикционных покрытий можно ожидать при условии использования покрытий, обладающих высокими антифрикционными, физико-механическими, адгезионными и другими свойствами. В связи с этим особое значение приобретают работы по изучению свойств гальванических покрытий применительно к ремонту машин и, особенно, всестороннее исследование свойств покрытий, полученных при использовании новейших методов и технологии.
Наиболее простым методом восстановления изношенных бронзовых втулок является метод пластической деформации. Сущность этого метода заключается в восстановлении внутреннего диаметра втулки за счет уменьшения её высоты (осадка) или наружного диаметра (обжатия).
При осадке втулка подвергается торцевому обжатию в специальных приспособлениях. Характерным для этого способа является то, что после осадки изменяются физико-механические свойства бронз и уменьшается опорная поверхность втулки. По техническим условиям допускается уменьшение высоты втулки не более 8%. К недостаткам способа осадки относится так же и то, что он позволяет восстанавливать только те втулки, которые имеют гладкие (без выступов) внутренние и наружные поверхности. В результате восстановление бронзовых втулок осадкой имеет ограниченное применение в практике ремонтных предприятий [1,5,8,10,11].
Заливка изношенных втулок бронзой аналогичного состава является одним из старых методов их восстановления. Сущность его сводится к заливке слоя бронзы на изношенную поверхность втулки в специальных литейных формах. Для этого требуются специальные формы и нагревательные приборы, что значительно осложняет его применение. К недостаткам этого метода относится также и то, что при нагреве втулок до высокой температуры (700…900°С) на их поверхностях создаются достаточно толстые и прочные окисные пленки, ухудшающие условия соединения наносимого слоя с основанием.
В настоящее время этот метод не находит применения в практике ремонтных предприятий.
Имеются рекомендации по нанесению слоя бронзы методом центробежной заливки с нагревом токами высокой частоты. Однако при центробежной заливке бронз, содержащих легко легирующие компоненты (свинец, олово), возникают большие технологические трудности, которые в значительной степени ограничивают возможность получения сплавов с необходимыми физико-механическими свойствами.
Метод восстановления изношенных бронзовых втулок, основанный на применении сварки, также не нашел применения в практике ремонтных предприятий. Последнее объясняется рядом серьезных затруднений, возникающих при выполнении наплавочных работ (большая склонность бронз к поглощению газов, образование пор и трещин, интенсивное окисление, сильное выгорание цинка, ликвация свинца и олова и др.).
Нанесение гальванических антифрикционных сплавов в ваннах на изношенные поверхности бронзовых втулок представляет собой способ, который позволяет наладить качественное восстановление бронзовых подшипников скольжения. Однако, при осаждении медно-свинцового сплава в ваннах возникает ряд серьезных трудностей, которые связаны со значительной разницей нормальных потенциалов меди и свинца (0,4 в). Из условий электролитического осаждения сплавов известно, что для совместного осаждения металлов необходимо сблизить потенциалы их выделения. Кроме того, процесс осаждения медно-свинцового сплава в ваннах имеет низкую производительность (скорость осаждения покрытия 0,1…0,2 мкм/мин), что является существенным недостатком данного способа, так как при восстановлении подшипников скольжения необходимо наносить слои толщиной 150…200 мкм.
Таким образом, в настоящее время в практике ремонтных предприятий нет достаточно технологичного и эффективного способа восстановления изношенных бронзовых подшипников скольжения. Из существующих способов наиболее перспективным для дальнейшей разработки, на наш взгляд, является способ нанесения антифрикционных гальванических сплавов и, прежде всего, сплава медь- свинец.
Контактный электролитический метод осаждения металлов позволяет наносить металлы на различные поверхности без использования ванн. Сущность этого метода заключается в том, что нанесение металла на участок поверхности происходит в результате движения по этому участку электрода-тампона, смоченного электролитом.
Электрод служит анодом, покрываемая деталь — катодом, а тампон — местной гальванической ванной. Электролит, по мере расходования в процессе электролиза, восполняется или периодическим погружением тампона в сосуд с электролитом, или подачей его через анод или пипеточным устройством.
Принцип осаждения металлов контактным электролитическим методом не нов и давно используется в гальванотехнике, глазным образом для исправления производственного брака при нанесении покрытий в ваннах и получения защитно-декоративных покрытий с незначительной толщиной наносимого слоя.
В ремонтном производстве этот метод долго не находил применения, так как использование обычных электролитов не позволяло получать достаточно удовлетворительные осадки металла с должной экономической эффективностью. Впервые во Франции фирмой «Далик» был применен контактный электролитический метод («Далик-процесс») для осаждения различных металлов таких как кадмий, хром, кобальт, медь, железо, свинец, олово, цинк, никель и др. Однако, составы электролитов «Далик-процесса’ являются секретом фирмы, и их рецептура не публикуется.
Имеющаяся литература по контактному электролитическому методу получения покрытий в основном посвящены описанию положительных сторон данного процесса и возможности его применения в различных областях промышленности. Электролиты, по мнению авторов, могут быть различны. Ряд исследователей [2,3,5,6,9,11,12] утверждают, что при контактном электролитическом методе осаждения металлов возможно использовать обычные электролиты, применяемые для осаждения одноименных металлов в ваннах. Другие авторы рекомендуют применять также обычные электролиты, но с более высокими концентрациями основных компонентов. Некоторые авторы рекомендуют применять специальные электролиты. Авторы М.В. Сушкевич изучал возможность восстановления изношенных деталей нанесением цинковых покрытий.
Н.П. Шелковников разработал специальный сернокислый электролит, который позволяет получать покрытия железом. Толщина покрытий достигает 200 мкм. Микротвердость покрытий колеблется от 3400 до 4300 МН/м2. Электролиз ведется при плотности тока 300 А/дм2. Скорость осаждения достигает 11 мкм/мин.
Е. С. Кержиманов разработал специальный электролит на основе муравьиной кислоты, который позволяет получать покрытия хрома с мелкозернистой и плотной структурой. Толщина покрытий составляет 80…100 мкм. Микротвердость покрытий колеблется от 5000 до 7000 МН/м2. Электролиз ведется при плотности тока от 150 до 250 А/дм2.
М. Д. Пантух разработал специальный сернокислый электролит, который позволяет получать покрытия медью. Микротвердость покрытий составляет 1500…1600 МН/м. Скорость осаждения колеблется от 7 до 2 мкм/мин. Выход по току 85-86%. Рабочая плотность тока находится в пределах 200…250 А/дм2. Покрытия обладают хорошей сцепляемостью с бронзой и латунью.
М. А. Пилле изучал возможность осаждения указанным способом сплава никель-хром из муравьинокислого никелевого электролита добавками уксуснокислого хрома. В результате поисковых опытов он установил возможность получения сплава никель-хром при рабочей плотности тока 100…150 А/дм2. Содержание в сплаве хрома достигает 12%.
Но никто из них не приводят составов электролитов и режимов электролиза. Полностью отсутствуют данные о возможности осаждения медно-свинцовых сплавов. Все авторы работ по этому методу нанесения покрытий отмечают, что контактный электролитический метод осаждения металлов технологически прост, не требует применения сложного оборудования и обладает возможностью наносить качественные и равномерные по толщине осадки различных металлов на детали любой конфигурации. Одновременно они отмечают, что условия осаждения металлов этим методом существенно отличаются от условий осаждения металлов в ваннах. В частности, при осаждении меди скорость осаждения металла достигает 60 мкм/мин и свинца — 40,6 мкм/мин, в то время как при ванном способе скорость их осаждения соответственно не превышает 5 мкм/мин и 3 мкм/мин. Таким образом, рассмотрение работ по осаждению металлов контактным электролитическим методом показывает, что он технологически прост, не требует сложного и дорогостоящего оборудования, позволяет наносить покрытия на отдельные рабочие поверхности деталей, независимо от их размеров и форм и имеет высокую производительность. Одновременно рассмотрение условий осаждения металлов контактным электролитическим методом показало, что для него присущи ряд специфических особенностей, которые выгодно отличают его от ванного способа осаждения металлов. К таким особенностям прежде всего относятся постоянное обновление электролита в прикатодной зоне, механическое воздействие анодного тампона на катодную поверхность и возможность применения высоких плотностей тока. Указанные особенности создают принципиально иные условия электро-осаждения металлов, при которых возможно ожидать значительное облегчение совместного осаждения нескольких металлов.
Наряду с этим рассмотрение контактного электролитического метода осаждения металлов показало, что условия осаждения металлов при данном методе изучены недостаточно. Данные по катодному процессу противоречивы и не могут служить основанием для прогнозирования условий осаждения сплавов с заданными свойствами. Работы, связанные с изучением возможности осаждения сплавов, основном носят поисковый характер и не раскрывают сущности процессов, протекающих при совместном осаждении металлов. Полностью отсутствуют данные о возможности осаждения антифрикционных сплавов системы медь-свинец. В связи с этим, изучение возможности восстановления бронзовых подшипников скольжения нанесением медно-свинцового сплава контактным электролитическим методом в ремонтном производстве остается актуальной задачей.
Борфтористоводородный электролит. Осаждение медно-свинцовых покрытий из борфтористоводородного элек-тролита проводили при плотностях тока в пределах от 5 до 300 А/дм2. Скорость перемещения катода относительно анода изменяли от 5 до 20 м/мин. Отношение контактной площади анодного тампона к площади покрываемой поверхности составляло 1:5. Осаждение медно-свинцовых покрытий из борфтористоводородного электролита проводили при молярном отношении компонентов в электролите Сu/Рв от 10:1 до 1:1. На рисунках 1 и 2 показаны зоны качественных медно-свинцовых покрытий (золотистого цвета, гладкие с матовой или блестящей поверхностью), в зависимости от отношения компонентов Сu/Рв, а также плотности тока и скорости пе-ремещения катода относительно анода. Полученные данные показывают, что борфтористоводородный электролит позволяет получать качественные покрытия в широком диапазоне изменения молярного отношения Сu/Рв электролите, а также плотности тока и скорости перемещения катода относительно анода. Практически качественные медно-свинцовые покрытия возможно получать при изменении молярного отношения компонентов в электролите Сu/Рв в пределах от 10:1 до 1:2, плотности тока от 50 до 200 А/дм2 и скорости перемещения катода относительно анода более 5 м/мин.
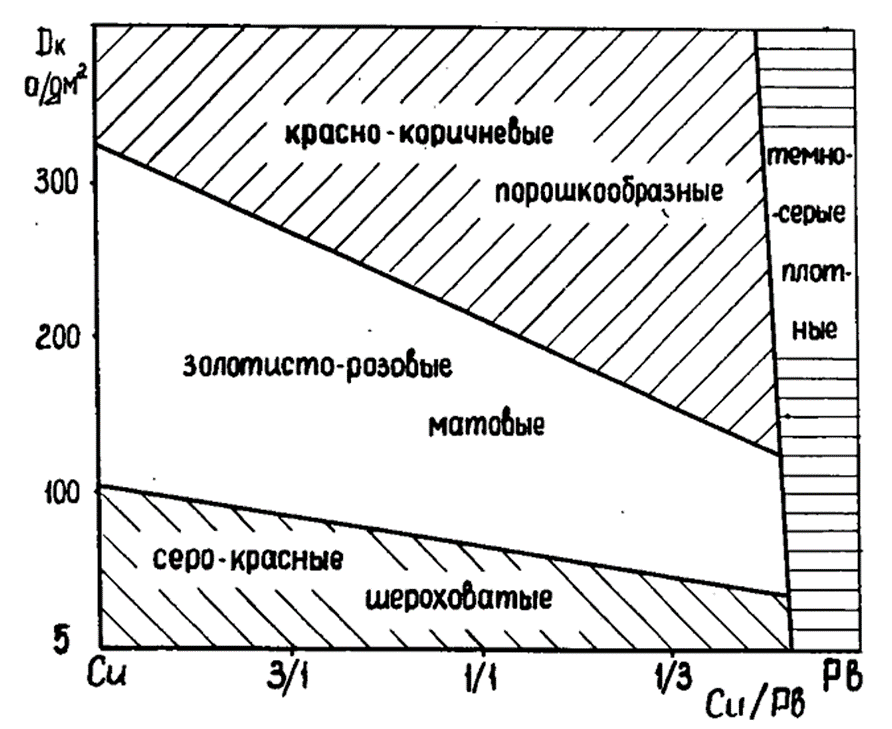
Рис.1. Влияние отношения компонентов (Cu/Pb) в электролите и плотности тока на внешний вид покрытий
Полученные покрытия обладают хорошей сцепляемостью с бронзой. Сам процесс осаждения медно-свинцовых покрытий характеризуется высокой стабильностью, а электролит — хорошей работоспособностью. По мере повышения плотности тока скорость осаждения покрытий повышается и при плотности тока 200 А/дм2 достигает 10 мкм/мин. При этом возможно получать покрытия толщиной до 300 мкм. К положительным качествам борфтористоводородного электролита также следует отнести простоту его приготовления и малую токсичность.
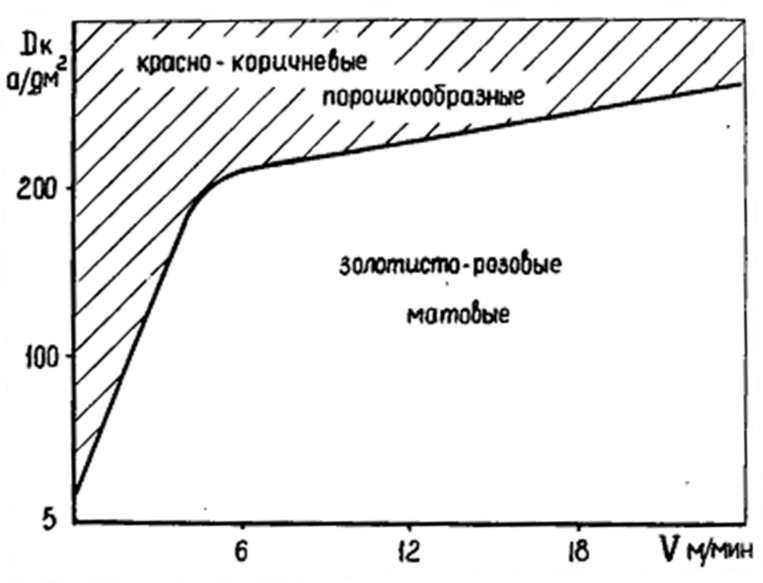
Рис. 2. Влияние скорости перемещения катода относительно анода и плотности тока на внешний вид покрытий
Таким образом, предварительное исследование возможности осаждения сплава медь-свинец контактным электролитическим методом показало, что борфтористоводородный электролит обладает рядом положительных качеств по сравнению с азотнокислым и пирофосфатным электролитами. Он прост в приготовлении, обеспечивает получение покрытий толщиной до 0,3 мм при высокой скорости осаждения, обладает хорошей работоспособностью, обеспечивает высокую стабильность процесса и оказывает незначительное влияние на материал анода и анодного тампона. Поэтому для дальнейших исследований был выбран борфтористоводородный электролит.
Выводы:
- Установлено, что из борфтористоводородного электролита можно получать медно-свинцовые покрытия контактным электролитическим методом, которые могут быть использованы для восстановления бронзовых подшипников скольжения.
- Качественные медно-свинцовые покрытия из борфтористоводородного электролита можно получать при изменении молярного отношения компонентов в электролите Сu/Рв от 10:1 до 1:2. Электролиз можно вести при плотностях тока до 200 А/дм2. Скорость перемещения катода относительно анода должна быть не менее 5 м/мин.
References
1. Агафонов А. О. Восстановление и упрочнение деталей сельскохозяйственной техники электроконтатктной приваркой твердосплавных покрытий. /Автореф. дис. канд. тех. наук. Балашиха, 1990. - 22 с.2. Абрамович Г. Н. Прикладная газовая динамика - М. Изд. «Наука» 1969. -824с.
3. Бобров Г.В., Ильин А.А. Нанесение неорганических покрытий. М.: Интер-мет Инжиниринг, 2004. – 624 с., ил.
4. Богоявленский К.Н., Жолобов В.В., Ландилов А.Д., Постников Н.Н. Обработка цветных металлов и сплавов давлением. - М.: Металлургия, 1973.- 470 с.
5. Коваленко В.П., Лесной К.Я., Гусев С.С., Леонов И.Н. Использование ПГС – полимеров для очистки жидкостей в сельскохозяйственном производстве. / Вестник Федерального государственного образовательного учреждения высшего профессионального образования "Московский государственный агроинженерный университет имени В.П. Горячкина". 2003. № 1. С. 10.
6. Полухин П.И. Технология процессов обработки металлов давлением. М.: Металлургия, 1988. 408 с.
7. Соколов К.О. Восстановление бронзовых подшипниковых втулок центробежным электродуговым напеканием бронзовых порошков. / Дисс. канд. техн. наук. - М., 1989. - 175 с.
8. Тойгамбаев С.К. Восстановление бронзовых втулок скольжения центробежной заливкой с применением электродугового нагрева. / Механизация и электрификация сельского хозяйства. 2015. № 7. С. 28-32.
9. Тойгамбаев С.К. Совершенствование моечной машины ОМ–21614. / Тех-ника и технология. 2013. № 3. С. 15-188.
10. Тойгамбаев С.К. Технология производства транспортных и технологических машин природообустройства. / Учебник / Москва. 2020. 484с.
11. Тойгамбаев С.К., Евграфов В.А. Исследования по оптимизации и эффективности использования машинно-тракторного парка предприятия. / Механизация и электрификация сельского хозяйства. 2016. № 5. С. 28-33.
12. Тойгамбаев С.К., Апатенко А.С. Обработка результатов информации по надежности транспортных и технологических машин методом математической статистики. / Методическое указание. Изд. «Мегаполис» Москва, 2020. С. 25.е указание. Изд. «Мегаполис» Москва, 2020. С. 25.