Abstract: The article examines the organizational features of the technological process for potting products with epoxy resin–based polymer compositions in printing production. The relevance of using three-dimensional design solutions, particularly domed self-adhesive labels produced by compound potting, is substantiated. The main organizational and technological factors affecting product quality stability, as well as the causes of defects resulting from deviations in technological regimes, are analyzed. The key outcome of the study is the development of a technological process chart regulating the sequence of operations, workplace organization, production environment parameters, and quality control procedures. It is demonstrated that the implementation of the proposed technological chart improves process reproducibility and reduces the defect rate in the production of three-dimensional labels.
Keywords: printing production, three-dimensional label, epoxy resin, compound potting, technological process, technological chart, product quality.
Введение.
Современное развитие полиграфического и дизайнерского производства характеризуется ростом интереса к трёхмерным объектам, обеспечивающим повышение визуальной выразительности и функциональных характеристик продукции. Объёмные самоклеящиеся этикетки, получаемые методом заливки полимерными композициями на основе эпоксидной смолы, находят широкое применение в рекламно-сувенирной продукции, маркировке оборудования и эксклюзивных видах упаковки. Вместе с тем технология заливки компаундом отличается высокой чувствительностью к организационным и технологическим факторам, что приводит к нестабильности качества и значительной доле брака при отсутствии регламентированной организации производственного процесса. В этих условиях актуальной является задача анализа и совершенствования организации технологического процесса заливки изделий полимерными композициями эпоксидной смолы в полиграфическом производстве.
Целью исследования является разработка и обоснование технологической карты процесса заливки изделий (самоклеящаяся пленка, древесносодержащий картон) полимерными композициями на основе эпоксидной смолы, обеспечивающей стабильность качества и повышение эффективности производства объёмных самоклеящихся этикеток.
Объектом исследования является технологический процесс изготовления объёмных самоклеящихся изделий путем заливки.
Предметом исследования является организация технологического процесса заливки изделий полимерными композициями эпоксидной смолы.
В качестве материалов исследования использованы образцы самоклеящихся изделий (наклей, этикетки), полимерные композиции на основе эпоксидных смол и отвердителей, технологическая и нормативно-техническая документация, а также результаты производственных наблюдений и экспериментальных изготовлений изделий.
В работе применены методы анализа и обобщения научно-технической литературы, сравнительного анализа технологических решений, наблюдения и описания производственного процесса, а также методы технологического проектирования и регламентации, использованные при разработке технологической карты заливки изделий полимерными композициями эпоксидной смолы.
Раздел I. Требования к организации технологического процесса заливки изделий полимерными композициями эпоксидной смолы
Современное развитие дизайна полиграфической продукции характеризуется устойчивым ростом интереса к трёхмерным объектам, позволяющим расширить выразительные и функциональные возможности визуальной коммуникации. Применение объёмных элементов обеспечивает усиление зрительного восприятия, повышение тактильной привлекательности и формирование дополнительной потребительской ценности изделия. В условиях высокой конкуренции на рынке полиграфической и рекламно-сувенирной продукции объёмные дизайнерские решения становятся одним из инструментов дифференциации и повышения качества оформления изделий.
Одним из наиболее распространённых способов создания трёхмерных объектов в полиграфическом дизайне является технология заливки самоклеящихся этикеток полимерными композициями на основе эпоксидной смолы. В процессе отверждения компаунд образует прозрачную полусферическую форму, обладающую выраженными оптическими свойствами, что позволяет создать эффект глубины изображения и визуальной «линзы». Данная технология широко применяется при изготовлении маркировочной, декоративной и информационной продукции, используемой в рекламно-сувенирной сфере, на элементах управления оборудования и в эксклюзивных видах упаковки.
Вместе с тем организация технологического процесса заливки изделий полимерными композициями эпоксидной смолы в условиях полиграфического производства сопровождается рядом требований и проблем. Процесс отличается высокой чувствительностью к физико-механическим свойствам используемых материалов, параметрам производственной среды и точности соблюдения технологических режимов. Отсутствие чётко регламентированной организации операций, технологических карт и систематического контроля приводит к снижению воспроизводимости результатов и увеличению доли брака готовой продукции.
Для обеспечения качества изделия и повышения эффективности производства необходимо учитывать комплекс требований, относящихся к организации процесса, качеству материалов, параметрам технологических операций, условиям производственной среды и системе контроля качества. Обобщённые требования к организации технологического процесса заливки изделий полимерными композициями эпоксидной смолы представлены в таблице 1.
Таблица 1
Требования к организации технологического процесса заливки изделий полимерными композициями эпоксидной смолы
| Группа требований | Параметр | Содержание требования | Влияние на качество изделия |
| Организационные | Регламентация процесса | Наличие технологической карты и установленной последовательности операций | Повышение повторяемости операций и стабильность результатов |
| Организационные | Квалификация персонала | Подготовка рабочего по работе с эпоксидными композициями | Снижение технологических ошибок и брака |
| Материальные | Качество компаунда | Соответствие состава компаунда нормативной документации | Формирование однородной прозрачной поверхности |
| Материальные | Свойства подложки | Совместимость подложки с компаундом по адгезии и химической стойкости | Предотвращение отслаивания и деформаций |
| Технологические | Дозирование компонентов | Точное соблюдение пропорций смолы и отвердителя | Исключение дефектов |
| Технологические | Нанесение компаунда | Равномерное распределение по поверхности изделия | Формирование симметричной полусферической формы |
| Технологические | Условия отверждения | Соблюдение температурного режима и времени процесса | Достижение требуемых физико-механических свойств |
| Производственная среда | Микроклимат | Контроль температуры и влажности воздуха | Снижение риска образования пузырей и помутнений |
| Производственная среда | Чистота рабочей зоны | Отсутствие пыли и загрязнений | Предотвращение дефектов поверхности |
| Контроль качества | Визуальный контроль | Оценка формы, прозрачности и целостности покрытия | Соответствие эстетическим и эксплуатационным требованиям |
| Безопасность | Охрана труда | Использование средств индивидуальной защиты | Обеспечение безопасности персонала |
*Примечание: Разработано авторами
Таким образом, требования к организации технологического процесса заливки изделий полимерными композициями эпоксидной смолы формируют основу для последующей разработки технологической карты и оптимизации производственных операций. Их систематизация позволяет снизить уровень брака, повысить стабильность качества объёмных этикеток и обеспечить эффективную интеграцию технологии заливки в структуру полиграфического производства.
Раздел II. Разработка технологической карты изделия из древесно-содержащего картона с использованием технологии заливки эпоксидной смолой
Технологическая карта является одним из ключевых документов, регламентирующих организацию и выполнение производственных процессов. Она обеспечивает системный подход к выбору технологий, оборудования и условий труда, а также служит инструментом контроля качества и безопасности производства. Разработка технологической карты особенно актуальна при использовании эпоксидных смол, требующих строгого соблюдения технологических и санитарно-гигиенических требований.
Таблица 2
Общие положения и область применения технологической карты
| Раздел | Пункт | Содержание |
| 1. Общие положения | 1.1 | Технологическая карта составляется для использования в составе проекта на изготовление изделий из древесносодержащего картона с применением технологии заливки эпоксидной смолой. |
| 1.2 | Технологическая карта предназначена для обеспечения производства рациональными решениями в области организации работ и применяемых технологий. | |
| 1.3 | Технологическая карта разрабатывается для организации рабочего места с обязательным соблюдением требований техники безопасности на производстве. | |
| 1.4 | При составлении технологической карты принимаются решения по выбору машин и инструментов, производится расчёт необходимого количества оборудования и материалов, устанавливаются требования к качеству изделий, а также предусматриваются мероприятия по охране труда, промышленной безопасности и охране окружающей среды. | |
| 1.5 | В технологической карте устанавливаются требования к качеству и способы его контроля для заготовок из древесносодержащего картона, применяемых материалов и готовых изделий, а также для выполнения отдельных технологических операций и процесса в целом. | |
| 1.6 | Технологическая карта оформляется как самостоятельное издание с использованием компьютерного набора текстового, табличного и графического материала на листах формата А4 с учётом требований системы подготовки проектной документации и нормативов работы с эпоксидными смолами. | |
| 2. Область применения | 2.1 | Технологическая карта разрабатывается для изготовления изделий из древесносодержащего картона с использованием технологии заливки эпоксидной смолой. |
| 2.2 | Работы выполняются в специально отгороженном от основного производственного цеха помещении площадью 15 м² при следующих условиях: относительная влажность воздуха — 30–40 %, температура — 20–24 °С, минимальный уровень пыли, наличие точечных источников освещения. | |
| 2.3 | Планируемый объём производства составляет 1980 изделий за смену. | |
| 2.4 | Производственный процесс осуществляется в соответствии с требованиями охраны труда при выполнении работ, связанных с использованием эпоксидных смол и материалов на их основе. |
*Примечание: Разработано авторами
Организация и технология выполнения работ. Подготовительный этап состоит из замены иглы для дозатора эпоксидной смолы, приготовления материалов к работе и осуществления влажной уборки помещения.
Основной этап содержит в себе технологические операции по производству изделий из древесносодержащего картона с использованием технологии заливки эпоксидной смолой отраженные в таблице 3.
Таблица 3
Описание технологического процесса
| № | Наименование технологических операций | Наименование материала | Наименование оборудования, инструмента | Количество изделий за смену, шт |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Разведение рабочей смолы | Эпоксидная смола, отвердитель | Машина для смешивания LiquidShot 3 series | |
| 2 | Заливка заготовок | Основа для заливки, рабочая смола | Дозатор для смолы АКС-001 | 1980 |
| 3 | Сушка изделий | Залитая фишка | 1980 |
*Примечание: Разработано авторами
Разработана схема рабочего места, соответствующая технологическому процессу (Рисунок 1).
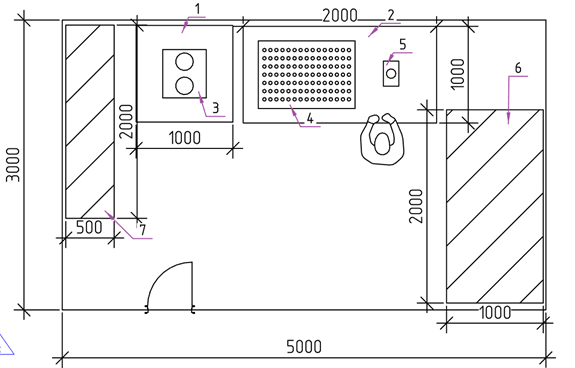
Рисунок 1. Организация участка заливки. 1 – стол для смешивания; 2 – стол для заливки; 3 – машина для смешивания; 4 – место размещения заготовок; 5 – дозатор для смолы; 6 – стеллаж для сушки; 7 – стеллаж для хранения расходных материалов.
Количество работников – 1. Количество единиц оборудования – 2.
*Примечание: Разработано авторами
Оснащенность рабочего места:
- оборудование – машина для смешивания эпоксидной смолы и отвердителя, дозатор для заливки эпоксидной смолы.;
- инструменты – дополнительные насадки для дозатора;
- вспомогательные средства – столы для размещения оборудования, стеллаж для хранения материалов, стеллаж для сушки залитых фишек.
Техника безопасности по работе с эпоксидной смолой: отсутствие прямого контакта со смолой, использование средств индивидуальной защиты. Хранение вдали от солнечных лучей, пыли; при влажности не выше 60%.
Заключительный этап включает в себя уборку рабочего места, очищение оборудования от загрязнений, утилизация одноразовых расходных материалов.
Требования к качеству изделий.
Контроль качества готового изделия осуществляется после полного высыхания перед передачей на склад. Во время сушки необходимо обеспечить защиту фишек от пыли. Проводится визуальный осмотр изделия.
Критерии брака:
- перелив или недолив;
- пузырьки внутри или на поверхности изделия;
- наличие мусора внутри или на поверхности;
- неравномерная заливка изделия.
Осуществлением контроля качества занимается начальник цеха.
Изделия, не прошедшие контроль качества, отправляются на утилизацию.
Потребность в материально-технических ресурсах.
Для осуществления изготовления изделий из древесносодержащего картона с использованием технологии заливки эпоксидной смолой необходимы материально-технические ресурсы, приведенные в таблицах 4 и 5.
Таблица 4
Машины и технологическое оборудование.
| Наименование | Тип операции | Марка | Основная техническая характеристика | Кол-во, шт |
| 1 | 2 | 3 | 4 | 5 |
| Машина для смешивания | Смешивание эпоксидной смолы с отвердителем | LiquidShot 3 series | Объем баков 6 л, 12 л, могут применяться для материалов со сложными коэффициентами смешивания | 1 |
| Дозатор для смолы | Заливка эпоксидной смолы на заготовки из картона | АКС-001 | Диапазон рабочих температур — 10-50С; цифровой контроль дозирования;
ручной и автоматический режимы |
1 |
| Иглы для дозатора | Заливка эпоксидной смолой | MN-18G-13 | Диаметр 0,92 мм; изготовлено из нержавеющей стали | 120 |
*Примечание: Разработано авторами
Таблица 5
Материалы
| Наименование | Описание | Характеристики | Расход в смену |
| 1 | 2 | 3 | 4 |
| Древесносодержащий картон | Чистоцеллюлозный глянцевый графический картон с двусторонним покрытиме. | Плотность 300г/м2; формат 70х100 | 6 шт. |
| Эпоксидная смола Epoxy E-1160 | мягкая эпоксидная смола. Высокая стойкость к воздействию влаги, масел, атмосферных явлений, механическим повреждениям и царапинам. | Вязкость
4000/120 (CPS, 25°C); Рабочее время готового состава 30 минут |
4000 г |
| Отвердитель Hardener H-1160 | Смола и отвердитель смешиваются строго в указанных пропорциях по весу. | Время отверждения
25°C x 24 часа |
1300 г |
*Примечание: Разработано авторами
Техника безопасности и охрана труда.
Все этапы работы с эпоксидной смолой должны соответствовать «Требованиям охраны труда при осуществлении производственных процессов, связанных с использованием эпоксидных смол и материалов на их основе» и «Требования охраны труда при работе с составами на основе эпоксидных смол». При работе с эпоксидными составами необходимо соблюдать требования и правила, предусмотренные СНиП III -4—80.
Приготовление материалов на основе эпоксидных смол (компаундов, клеев, связующих) должно осуществляться с использованием лабораторного оборудования и инвентаря в вытяжных шкафах или на рабочих местах, оборудованных местной вытяжной вентиляцией, а операции по нанесению и выравниванию эпоксидного покрытия — с использованием СИЗ органов дыхания и кожи рук работников.
При попадании эпоксидной смолы на кожу тела необходимо:
1) удалить эпоксидную смолу мягкими бумажными салфетками;
2) обмыть кожу горячей водой с мылом и щетками, промокнуть, высушить;
3) смазать кожу мазью на основе ланолина, вазелина или касторового масла.
В случае значительного загрязнения рук эпоксидной смолой разрешается использовать для их очистки минимальное количество ацетона.
Запрещается использовать для очистки рук бензол, толуол, четыреххлористый углерод и другие высокотоксичные растворители.
При попадании отвердителей (аминов, ангидридов кислот) на кожу тела или в глаза необходимо промыть их водой.
Отходы эпоксидных лакокрасочных материалов необходимо собирать в специальную закрытую емкость и выносить из производственного помещения в отведенное место для утилизации.
Сливать отходы эпоксидных лакокрасочных материалов в канализацию запрещается.
Технико-экономические показатели.
Калькуляция затрат труда и машинного времени представлена в таблице 6.
Таблица 6.
| Наименование
технологического процесса и его операций |
Объем работ | Затраты машинного времени, маш.-ч | Продолжительность
технологического процесса, ч, смены |
| 1 | 2 | 3 | 4 |
| Разведение рабочей смолы | 5 л | 1,5 | 2 |
| Наполнение резервуара дозатора | 5 л
|
0,5 | |
| Заливка изделия смолой | 1980 шт | 5 | 5 |
| Сушка | 1980 шт | — | 0,5 |
*Примечание: Разработано авторами
Заключение.
Проведённое исследование было направлено на анализ и совершенствование организации технологического процесса заливки изделий полимерными композициями на основе эпоксидной смолы, применяемого при изготовлении объёмных самоклеящихся этикеток в условиях полиграфического производства. В работе обоснована актуальность применения трёхмерных дизайнерских решений и показана необходимость комплексного учёта технологических, организационных и производственных факторов для обеспечения стабильного качества продукции.
Результаты исследования:
— разработана технологическая карта процесса заливки изделий полимерными композициями эпоксидной смолы, регламентирующая последовательность технологических операций и условия их выполнения;
— систематизированы требования к организации рабочего места, параметрам производственной среды и квалификации персонала, обеспечивающие воспроизводимость технологического процесса и снижение доли брака;
— определены требования к качеству заготовок, используемых материалов и готовых изделий, а также способы контроля качества на основных этапах производства;
— обоснована необходимость точного соблюдения режимов дозирования, нанесения и полимеризации эпоксидной композиции для формирования требуемых эстетических и физико-механических характеристик объёмных этикеток;
— показана практическая значимость регламентации технологического процесса как фактора повышения стабильности качества и эффективности производства.
Область применения результатов охватывает полиграфические и рекламно-производственные предприятия, использующие технологии заливки полимерными композициями при изготовлении объёмных этикеток и аналогичных изделий. Разработанная технологическая карта может быть использована при проектировании и оптимизации производственных процессов, подготовке технологической документации, организации рабочих мест и обучении персонала, а также при дальнейшем совершенствовании и стандартизации технологий в сфере полиграфического производства.
References
1. Еремин, А. Новейшие решения в области подготовки компаундов и заливки / А. Еремин // Технологии в электронной промышленности. – 2020. – № 3(119). – С. 34–37. – EDN VQGEHU.2. Патент № 2807685 C1 Российская Федерация, МПК B33Y 10/00, B29C 64/00, B33Y 80/00. Способ изготовления изделия с использованием аддитивно-компаундной технологии: № 2023115909: заявл. 16.06.2023: опубл. 21.11.2023 / И. Н. Костусев. – EDN VCORAB.
3. Патент № 2743700 C1 Российская Федерация, МПК B29C 43/20, B29C 33/40, B29C 43/36. Способ изготовления эластичного формующего элемента: № 2020118689: заявл. 28.05.2020: опубл. 24.02.2021 / А. В. Марамыгин, М. В. Батуева; заявитель Акционерное общество "Пермский завод "Машиностроитель". – EDN GNOMXU.
4. Основные понятия и определения об объектах технологических процессов и современные подходы к автоматизации технологических процессов / И. А. Карев, А. И. Мищук, И. С. Дыма, Е. А. Изотова // Научный аспект. – 2024. – Т. 43, № 6. – С. 5469–5479. – EDN LXZKEA.
5. Моделирование надежности технологических процессов по изменению точности настройки технологических процессов / А. П. Мартышкин, Ю. Г. Юфкин, Н. И. Полуешина, С. Е. Маскайкина // Технические и естественные науки: проблемы, теория, практика: Межвузовский сборник научных трудов. – Саранск: СВМО, 2000. – С. 49–53. – EDN GQKKIF.